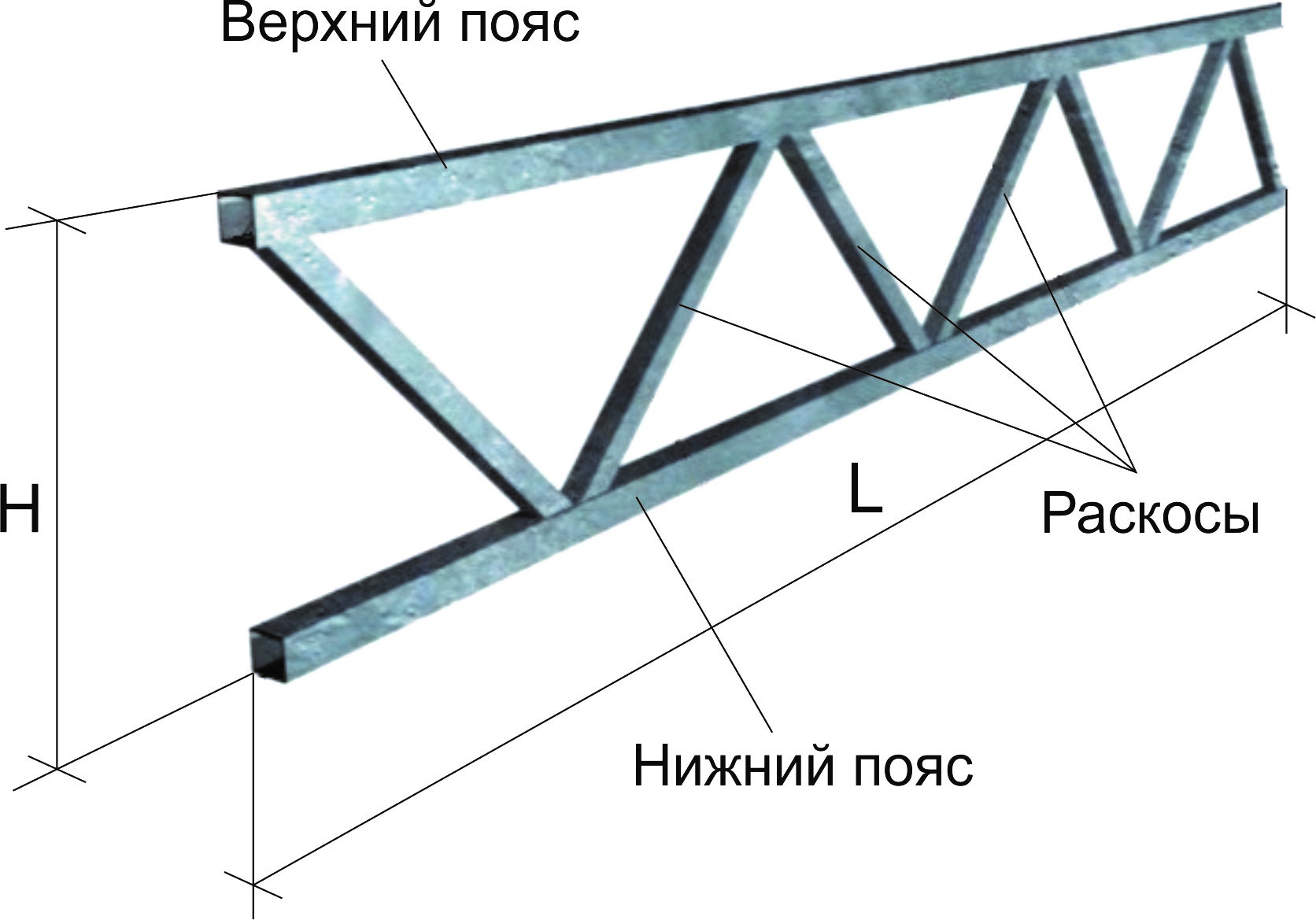
Špecifikácie a metódy montáže profilových rúr

Moderným stavebným materiálom je profilové potrubie, ktoré ponúka hutnícky priemysel. Výroba dopravníkových profilových rúr sa začala v polovici minulého storočia, ale až teraz sa použitie takýchto materiálov stalo dôležitým v stavebných prácach.


rysy
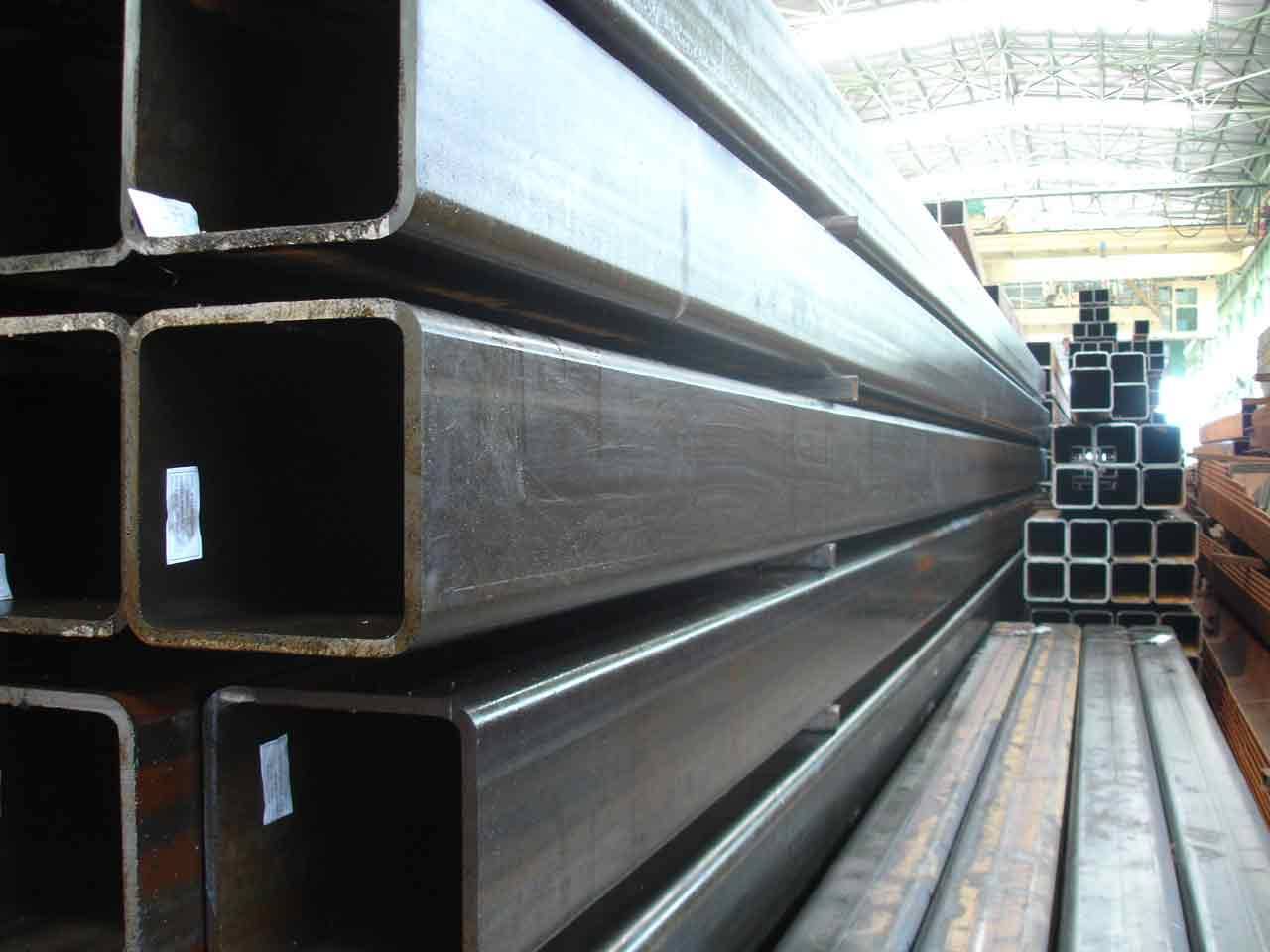
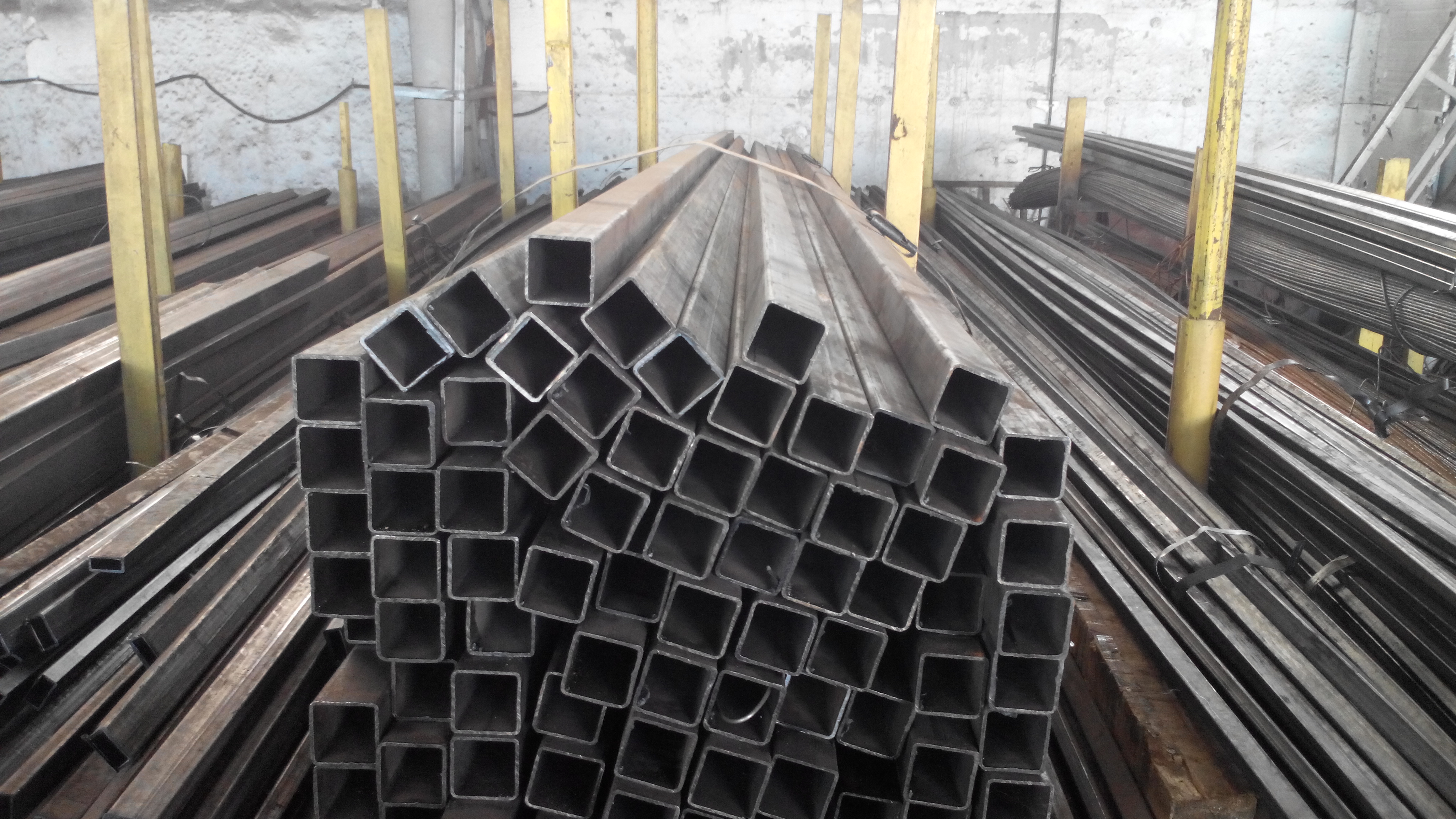
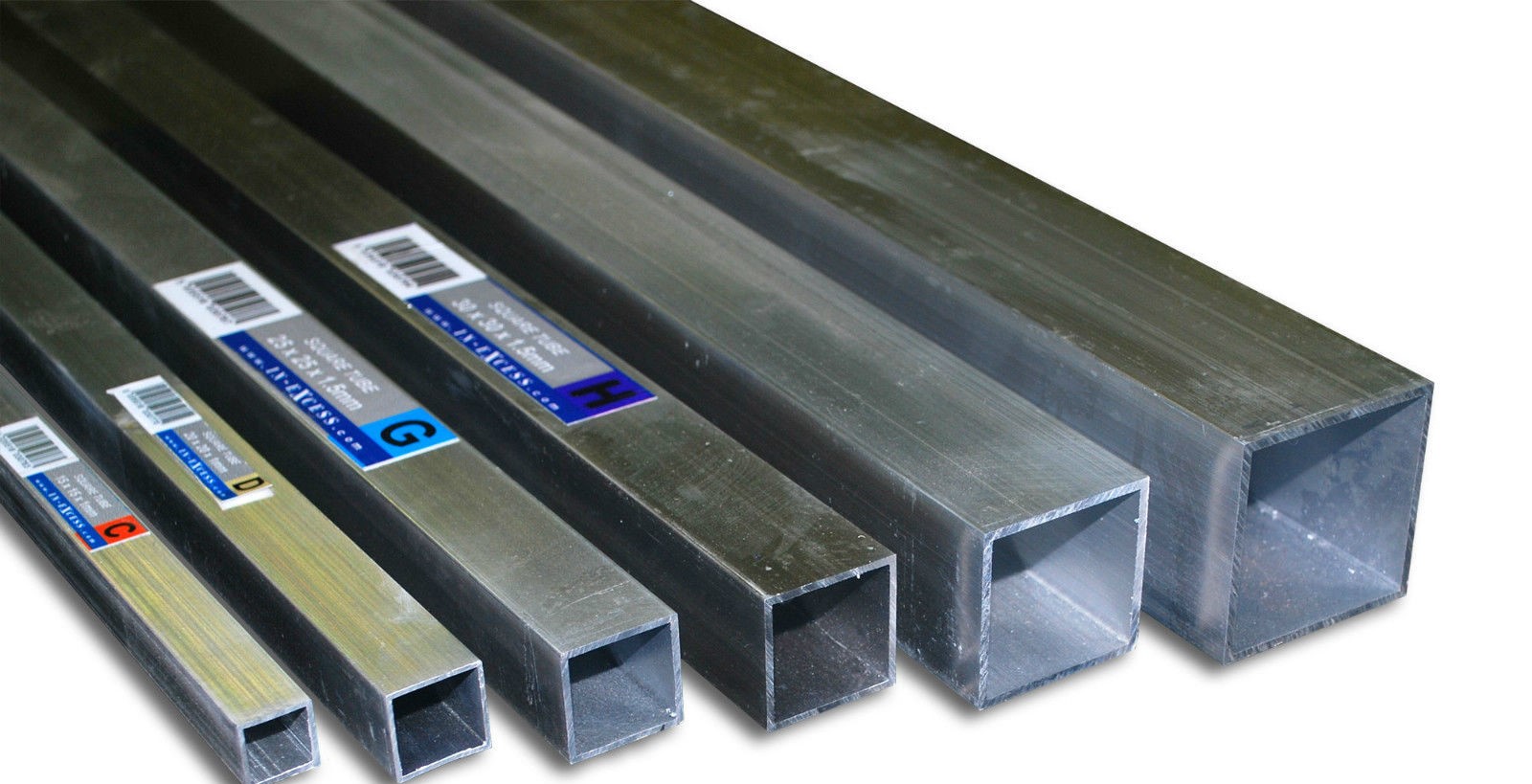
Prázdne rúrkové tyče môžu mať rôzne časti, napríklad štvorcové a dokonca oválne. Sú vyrobené z rôznych materiálov.
Môže to byť:
- nehrdzavejúca oceľ;
- uhlíková oceľ;
- nízkolegovaná oceľ;
- plast.
Čo sa týka spôsobu výroby takýchto rúrok, spočíva v zmene kruhových profilov na požadovaný tvar: štvorcový, oválny alebo obdĺžnikový. Pri výrobe použitého pásu, ktorý je druhom kovového predvalku, alebo materiálu, ktorý sa neskôr použije na výrobu. Potrubie, ktoré je už v hotovej forme, pomocou špecializovaného zariadenia získava potrebný tvar profilu.
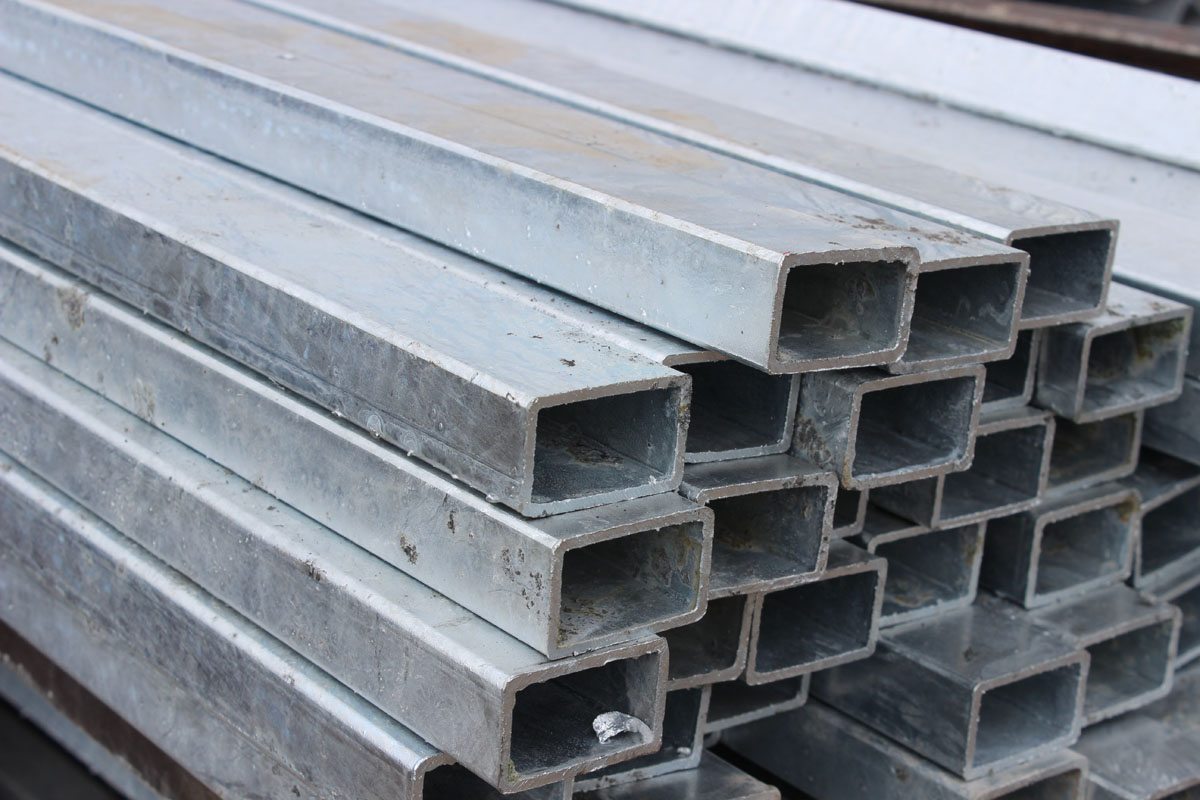

Profilovaná rúra môže byť hliník, kov, pozinkované. Okrem toho sa líši vo vzhľade - môže byť navrchu štvorcový, pravouhlý, vrátane hrubých a tenkostenných. Zobrazenie profilu má rôznu sekciu. Minimálny prierez profilovej rúrky je 1x1 cm, ale maximálna veľkosť profilu môže dosiahnuť 50x40 cm, pokiaľ ide o hrúbku tohto výrobku, môže byť od 1 mm do 2,2 cm Tieto typy sú schopné odolať maximálnemu zaťaženiu, pretože rovný povrch je rovný. distribuuje do segmentu. Hmotnosť takéhoto výrobku je malá vzhľadom na to, že rúra v strede je prázdna. Takto vyrobená konštrukcia je podstatne ľahšia.

Používajú sa profilové rúry:
- organizovať rámec pre budúcu výstavbu;
- pre usporiadanie nástupíšť a veľkých štadiónov;
- na výstavbu a rekonštrukciu oblúkov a mostov;
- na výstavbu polí na poľnohospodárskych pozemkoch;
- ako základ billboardov;
- na výstavbu víl alebo budov nízkeho typu;
- na výstavbu priečok alebo priestorov na priemyselné využitie.



Veľmi dôležité v práci hmoty materiálu. Aby ste pochopili, koľko rúra váži a či je vhodná pre požadovanú prácu, pomôže vám tabuľka, ktorú výrobca pripevní na každú značku potrubia. Na základe jej údajov budete môcť určiť, či sa bude môcť ohýbať doma. Treba poznamenať, že tento materiál je základný v niektorých stavebných prácach a konštrukciách. Môže sa použiť na usporiadanie rámca prekrytia budovy skladu. Tak získať spoľahlivý a pomerne cenovo dostupný dizajn.
Ak je lešenie navrhnuté z profilových rúrok, potom sa môžete ľahko dostať na fasádu akejkoľvek budovy na opravu alebo obkladanie.


Vzhľadom k tomu, že potrubia tohto typu sú ľahko pripojené v krátkom čase, s ich použitím môžete nainštalovať vežový žeriav a nebudete musieť používať ťažké stroje.
Čo sa týka vlastností tohto materiálu, medzi nimi sú:
- použitie týchto rúrok je hospodárna možnosť, pretože výstavba veľkých budov vyžaduje málo materiálu;
- rýchlosť inštalácie a jej ľahkosť sú významnou výhodou, ktorá vám umožní postaviť objemnú budovu v krátkom čase;
- pri výrobe rúrok profilového typu aplikujte antikoróznu úpravu, ktorá je plne vhodná pre hygienické a hygienické normy;
- Ďalšou vlastnosťou profilov profilovej rúry je nahradiť jednu z celých konštrukcií, pretože pri takejto práci nie je potrebné ju rozoberať na poškodenú časť a stačí odstrániť staré potrubie a nainštalovať nové potrubie na rovnakom mieste;



- jednoduchosť prepravy je odôvodnená skutočnosťou, že rúrky majú štvorcový alebo obdĺžnikový tvar a sú teda bezpečne upevnené v jednej polohe;
- takéto rúry sú odolné voči vysokému zaťaženiu a ohýbaniu;
- ich použitie umožňuje navrhovať štruktúry akéhokoľvek typu zložitosti.



Vzhľadom k tomu, že rúrky typu profilu majú také vlastnosti, ktoré výrazne prekračujú možnosti s kruhovým prierezom, získali popularitu a stali sa relevantnými pre použitie na rôzne účely. Mnohí však považujú za nevýhodu vysoké náklady na takýto výrobok a nízku úroveň odolnosti voči korózii.
typy
Je ťažšie urobiť proftruby, než možnosti s okrúhlym úsekom. Výrobný proces v tomto prípade prebieha v niekoľkých etapách. V prvej etape zariadenie nakupuje polotovar, a to kovové pásky s hrúbkou, ktorá bude hrúbkou stien hotového profilového potrubia. Potom sa páska odvíja, vytvára pozdĺžne rezanie, rovnanie, odrezáva konce pásov, vykonáva zváračské práce a umiestni ich na skladovacie zariadenie. Na tomto zariadení sa vyrába rúrka s kruhovým prierezom, potom sa inštaluje do lisovacieho stroja. Tento stroj vykonáva predbežné zváranie potrubných úsekov a spúšťa zariadenie, ktoré vykonáva teplotné spracovanie a tvorí profilovú časť kruhového potrubia.
Po ukončení výroby sa výrobok kontroluje na zhodu s normami GOST. Na takúto skúšku sa vykoná detekcia chyby, výrobok sa vizuálne skontroluje a rozmery sa skontrolujú. V konečnej fáze sa vyrábané rúrky narezávajú na určité kusy a balia.
Výrobný proces sa môže líšiť, pretože rúrky môžu byť bezšvíkové, valcované za tepla a valcované za studena. Okrem toho môže byť aj technológia na vytváranie materiálov s profilovou časťou iná.
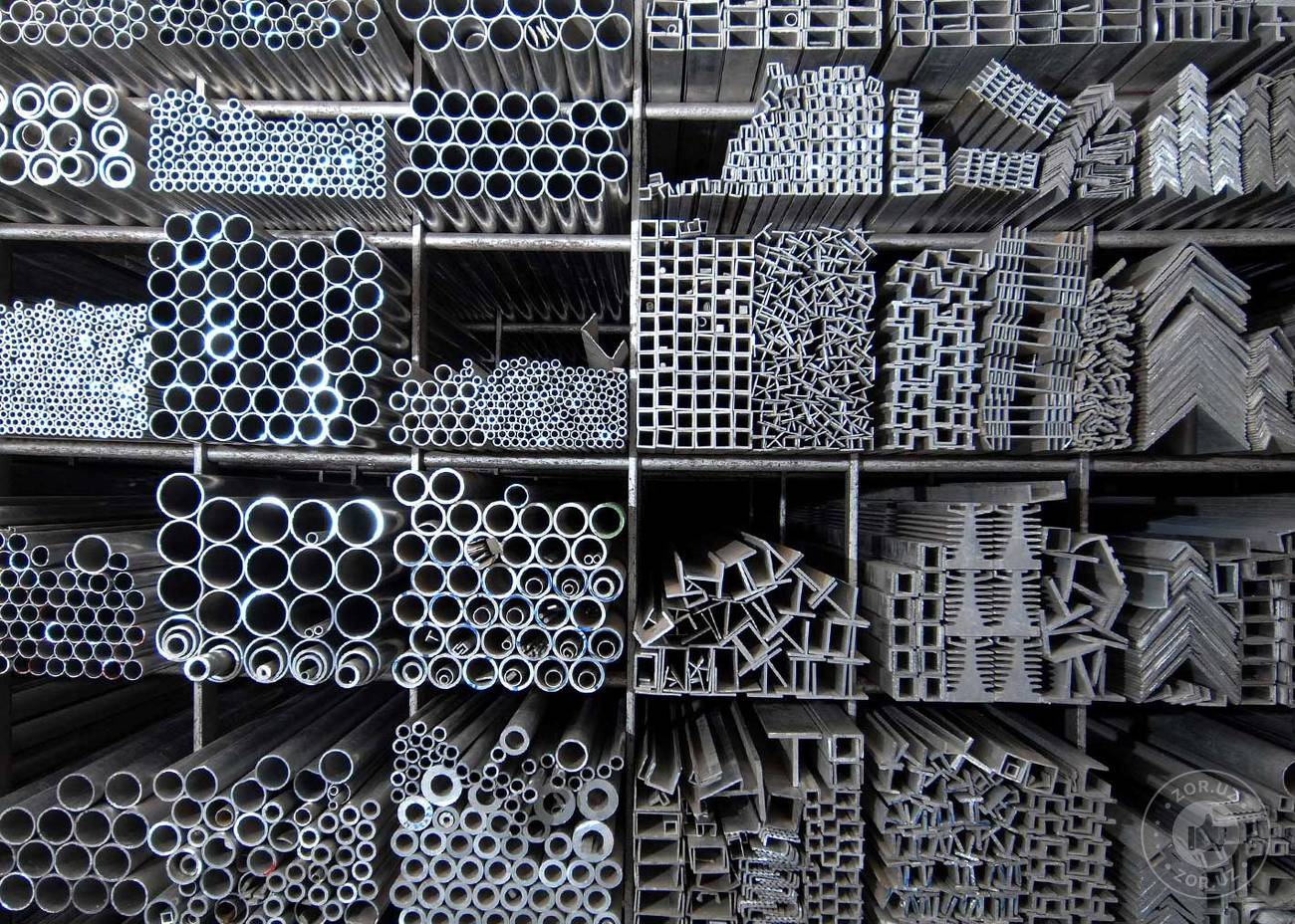
Typy rúrok:
- Bezšvíkové horúce. Táto možnosť má vysokú pevnosť, odolnosť voči korózii.
- Profil valcovaný za studena. Navrhnuté tak, aby odolali veľkému a pravidelnému tlaku. Okrem toho má takýto výrobok vynikajúci indikátor hustoty.
- Zvárané s profilovým profilom. Tento typ má dobrý indikátor hustoty a je určený na dlhodobú prevádzku.
Ak hovoríme o použití takýchto potrubí, potom tie, ktoré patria do štandardnej odrody, môžu byť použité na vedenie potrubí, ťahanie káblových zariadení, vytváranie lešenia a tiež ako plot pre určitú časť. Trubkové rúry sa používajú na výstavbu potrubia, kde sú možné poklesy tlaku. Existujú tiež tepelne odolné odrody, ktoré sa používajú v priemyselnom a potravinárskom priemysle, a špeciálne rúry typu profilu, ktoré sa používajú v procese vytvárania dielov pre automobily. Pokiaľ ide o rúry, ktoré sa používajú pri stavbe budov, ide o konštrukčné profily. S ich pomocou v stavebníctve nie je potrebné používať na stavbu výškových budov žeriavy a iné ťažké zariadenia.



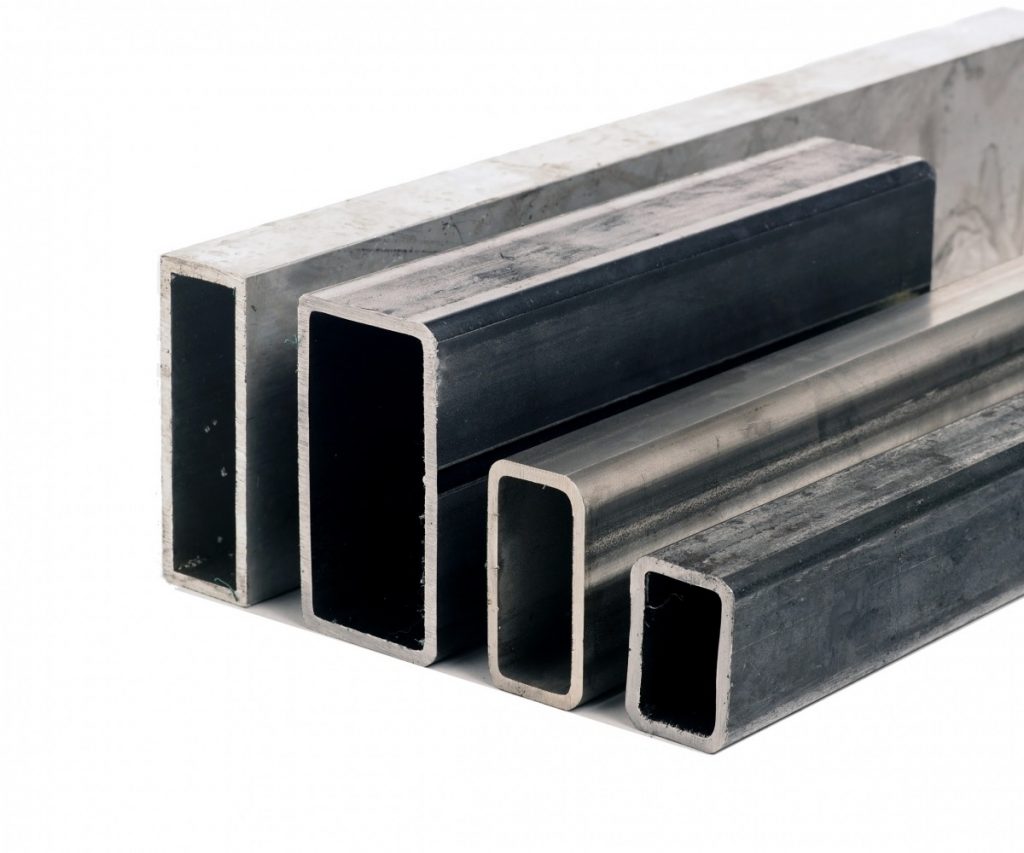
Samostatne by sa mal zvážiť tvar potrubia. Sú vyrobené z oválneho, obdĺžnikového, štvorcového a plochého prierezu. Okrem toho sa líšia materiálom. Môže to byť kov alebo plast. Kov je najžiadanejším materiálom, pretože je trvanlivý. Pokiaľ ide o plasty, jeho stabilita je nižšia, ale cena je prijateľnejšia.
Výrobné fázy
Proces výroby rúry pozostáva z niekoľkých etáp:
- spracovanie výsledného pásu;
- výroba s kruhovým prierezom;
- zmena z okrúhleho do tvaru;
- vykonávanie tepelného spracovania a rezania na požadované rozmery;
- kontrolu dodržiavania GOST.

Materiál na výrobu profilovej rúry sa dodáva do závodu vo forme kovových valcov. Tieto valce sú odvíjané a narezané na rezací stroj. Po narezaní kotúča na požadovanú šírku sa pásiky zvaria do jedného dlhé a navinú na bubon. To je potrebné, aby frézka nezastavila svoju funkciu. Vyhnite sa tak narušeniu výroby.


Potom sa sochor privádza z bubna do tvarovacieho stroja, ktorý vyrába polotovar rúrky s kruhovým prierezom. V tomto štádiu sa získa rúra, ktorá nie je uzavretá spojom. V štádiu tvorby polotovaru sa kov podrobuje tepelnému spracovaniu. Po spracovaní je obrobok nainštalovaný na mlyn na zváranie, ktoré zvára rúrku. Samotné zváranie sa vykonáva v peci, to znamená použitím ochranného plynu alebo použitím vysokofrekvenčného prúdu. Čo sa týka švu, môže byť rovný alebo špirálový. Aby bol zvarový šev spoľahlivý a trvanlivý, stroj rozširuje hrany švu. Týmto spôsobom sa získa otryskanie - prebytočné kvapky roztaveného kovu sa vtlačia do povrchu profilovanej rúrky, extra ostrina sa odstráni pomocou rezačky a na konci tohto stupňa sa rúrka ochladí emulznou kompozíciou.

V ďalšom stupni je požadovaný prierez profilovanej rúrky vytvorený z kruhového prierezu rúrky. Tento postup sa uskutočňuje v jednej alebo dvoch rôznych verziách. Napríklad, ak je potrebné vytvoriť rúru s oválnym alebo plochým úsekom, potom musí byť obrobok vedený cez valce kalibračného typu. Sú určené na zarovnanie obrobku po celej dĺžke. Ak existuje potreba štvorcového, obdĺžnikového alebo akéhokoľvek iného úseku, potom sa k predchádzajúcemu kroku pridá ďalší krok - preskočenie obrobku cez profilovací stroj. Je už v automatickom režime, ktorý tvorí sekciu na ovládači.
Na konci výroby sa výsledná rúra rozreže na segmenty rovnakej dĺžky, vykoná sa štúdia na splnenie noriem a ak sa všetko zmestí, je zabalené a odoslané adresátovi.

Aby sa potrubie dodatočne chránilo, vykonávajte pozinkovanie za studena alebo za tepla. Ak sa vykonáva pozinkovanie za tepla, potom sa na tento účel rúra očistí a ponorí do kúpeľa s vriacim zinkom, a ak sa použije studená metóda, potom sa na povrch výrobku nanesie vrstva prášku alebo polymérnej farby.
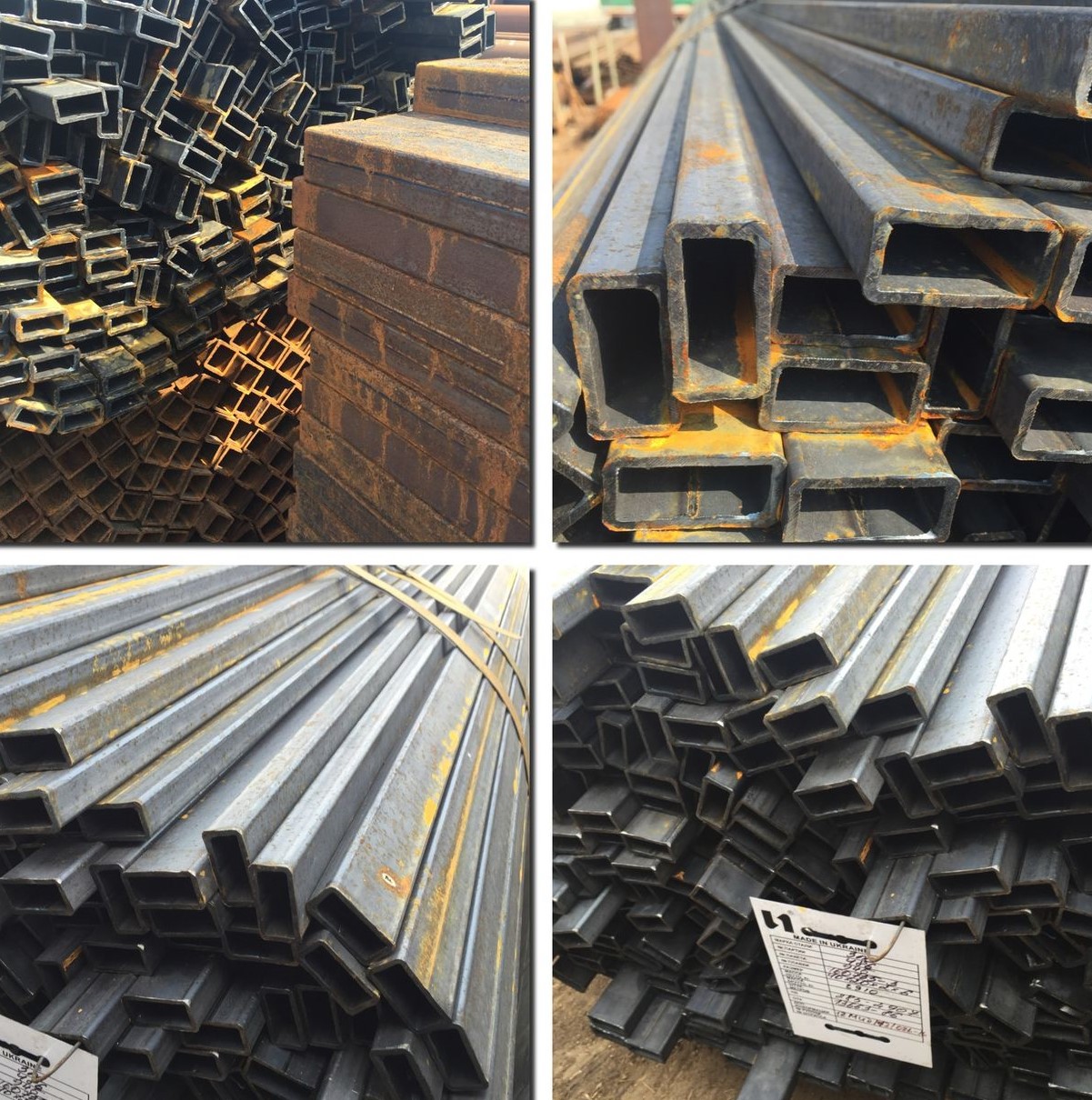
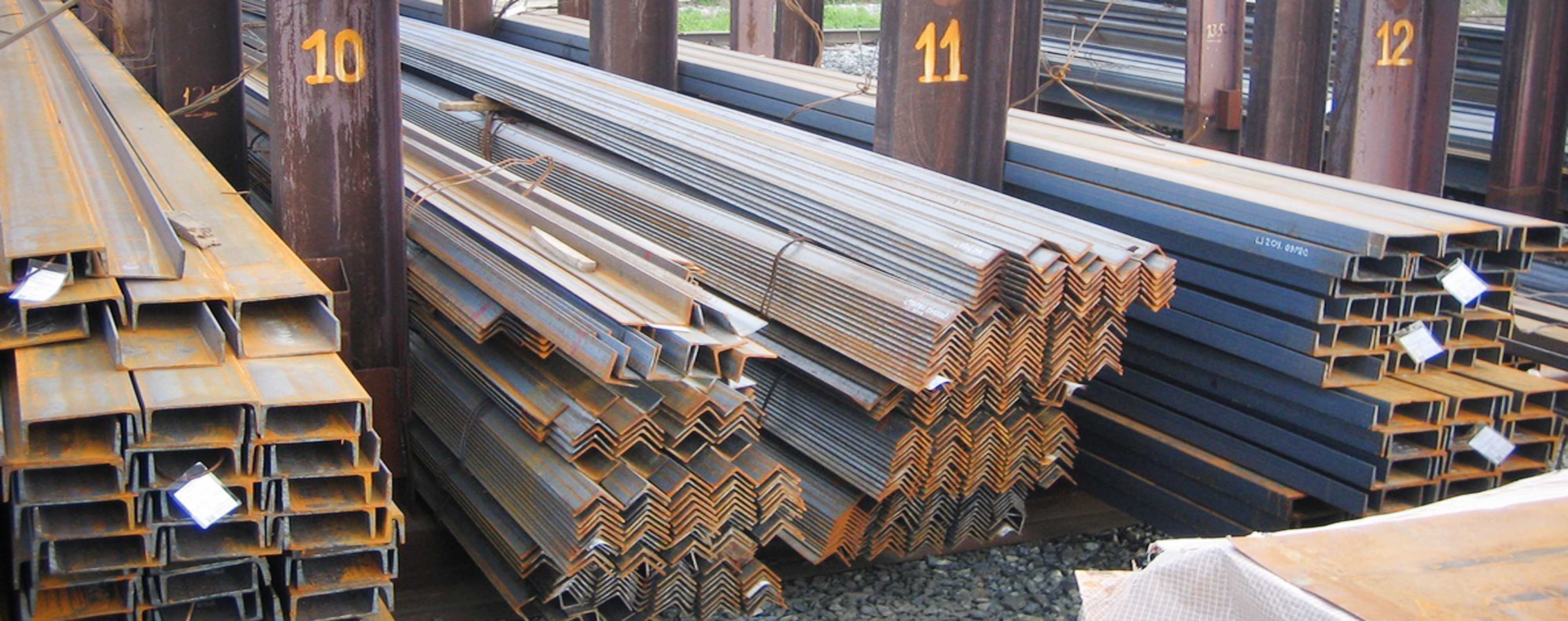
rozmery
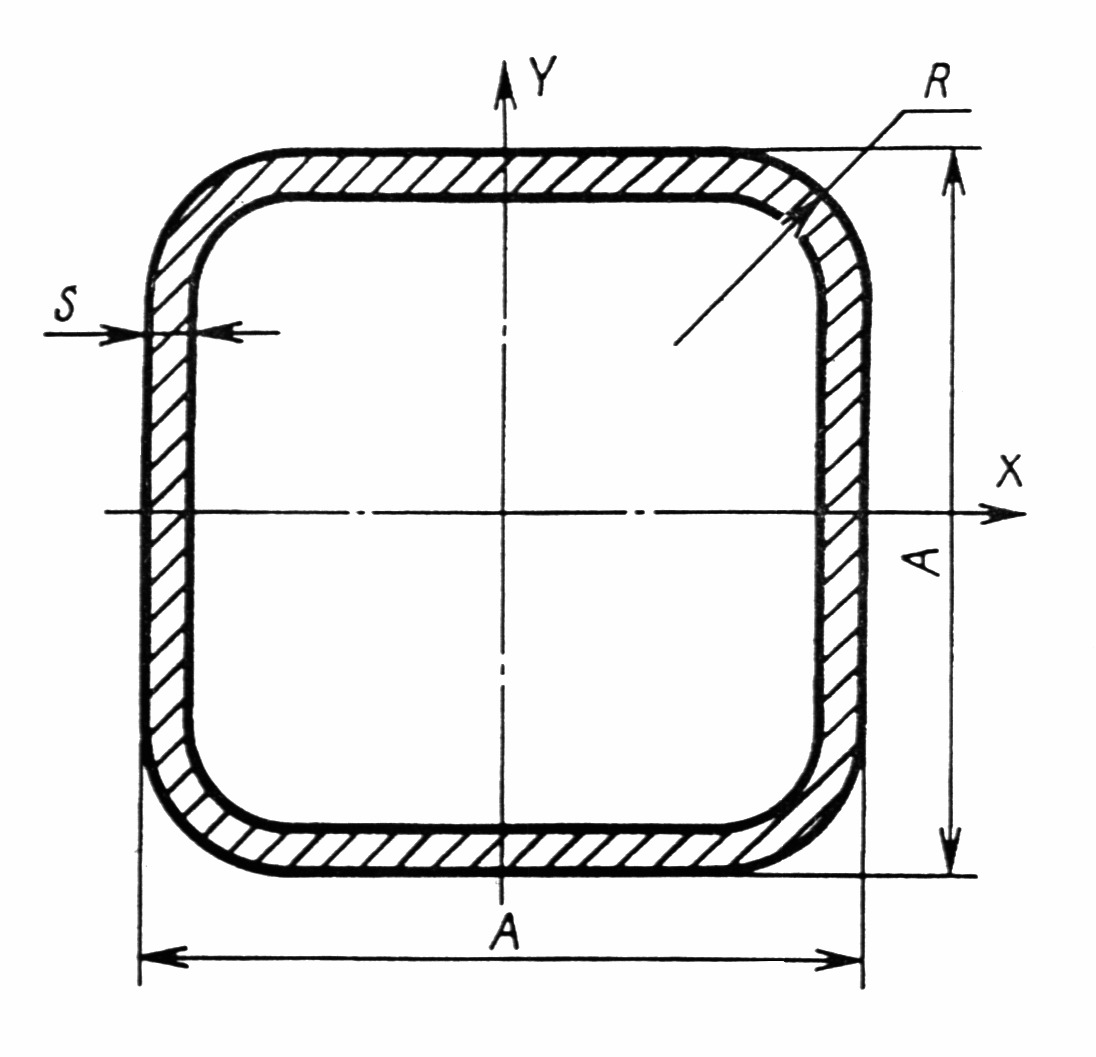
Podľa noriem sa veľkosti rúrok rôznych sekcií vypočítavajú na základe surovín použitých na ich výrobu. Takýto kov má hustotu 7,85 gramov na štvorcový centimeter. Pre rúry s profilovou sekciou existujú určité kritériá, ktoré sú špecifikované v GOST 8645-68.
Požiadavky na produkt sú nasledovné:
- vonkajšia stena má dĺžku od 1,5 do 18 cm;
- vonkajšia šírka môže byť od 1 do 15 cm;
- hrúbka steny môže byť tiež od 1 mm do 1,2 cm;
- prierez môže byť najrozmanitejší;
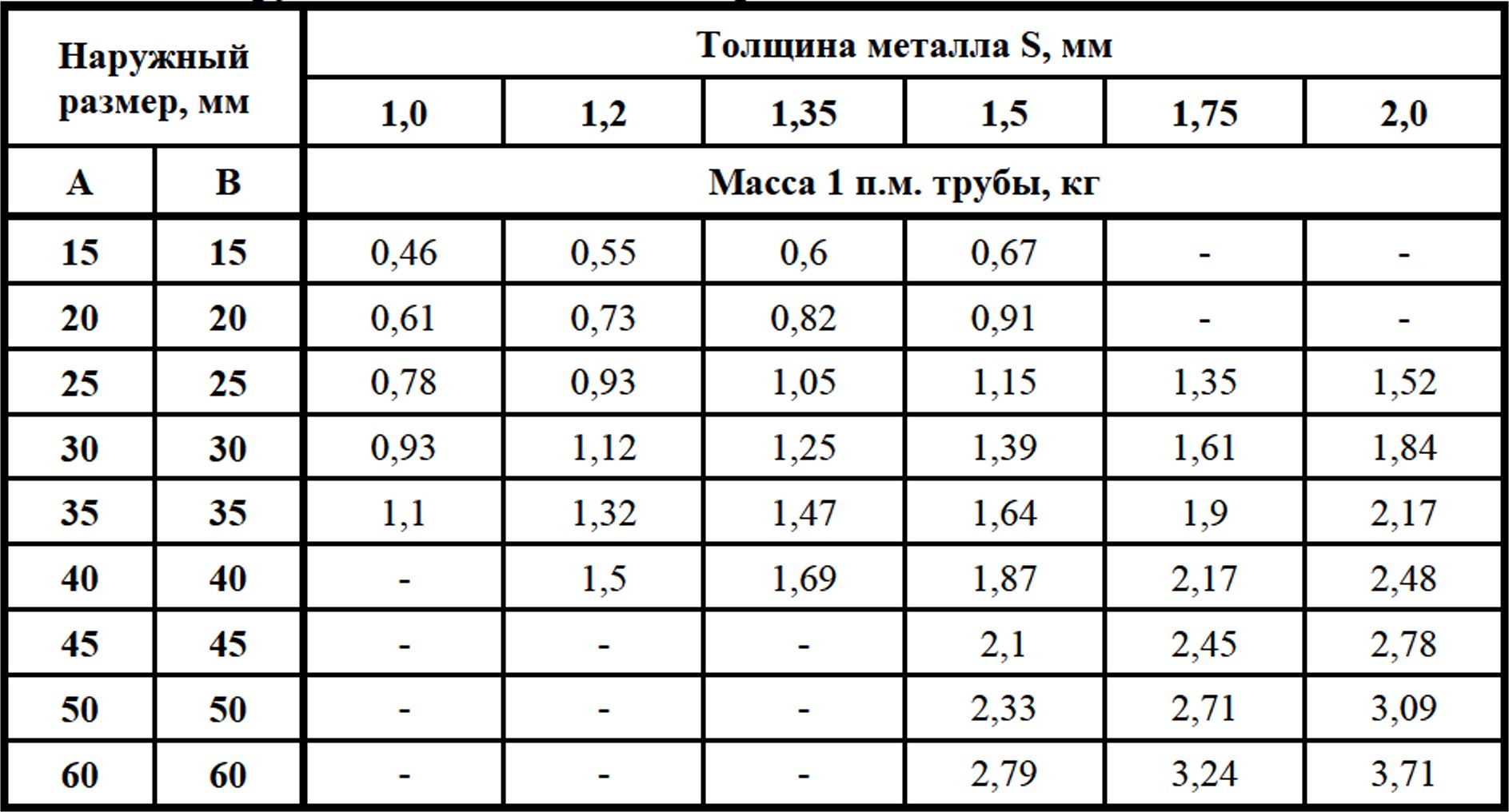
- hmotnosť sa vypočíta v metroch, napríklad jeden meter môže byť 300 gramov a 55 kilogramov, všetko závisí od potrubného úseku.

Profilová rúrka so štvorcovým prierezom môže byť teda vyrobená podľa GOST, čo umožňuje výrobu rúrok s vonkajšími rebrami od 1 do 18 cm v dĺžke a hrúbke steny od 1 do 6 mm. V tomto prípade sa môže prierezová plocha pohybovať od 0,343 cm2 do 90 cm2. Hmotnosť môže byť od 269 gramov na 1 meter a až do 70 kg na 1 meter.
Ak je vytvorená konštrukcia s oválnym prierezom, potom pri výrobe takýchto výrobkov je povolené použiť väčšie a menšie rozmery. Rovnako ako pri veľkých veľkostiach, ich priemer môže byť od 6 mm do 9 cm a menší priemer môže byť od 3 mm do 50 mm.Hrúbka stien môže byť od 0,5 do 2,5 mm. Aj s touto výrobou je povolený vonkajší priemer 5 mm a až 11 cm Ak bola rúra vyrobená podľa týchto parametrov, potom hmotnosť jedného metra výrobku môže dosiahnuť 4 kg.
GOST špecifikuje rozmery a iné parametre rúrok, ktoré sú najviac žiadané medzi spotrebiteľmi. Pri výrobe takýchto rúrok pre jedného zákazníka s veľkým počtom výrobkov možno diskutovať o samostatnom ustanovení v GOST.
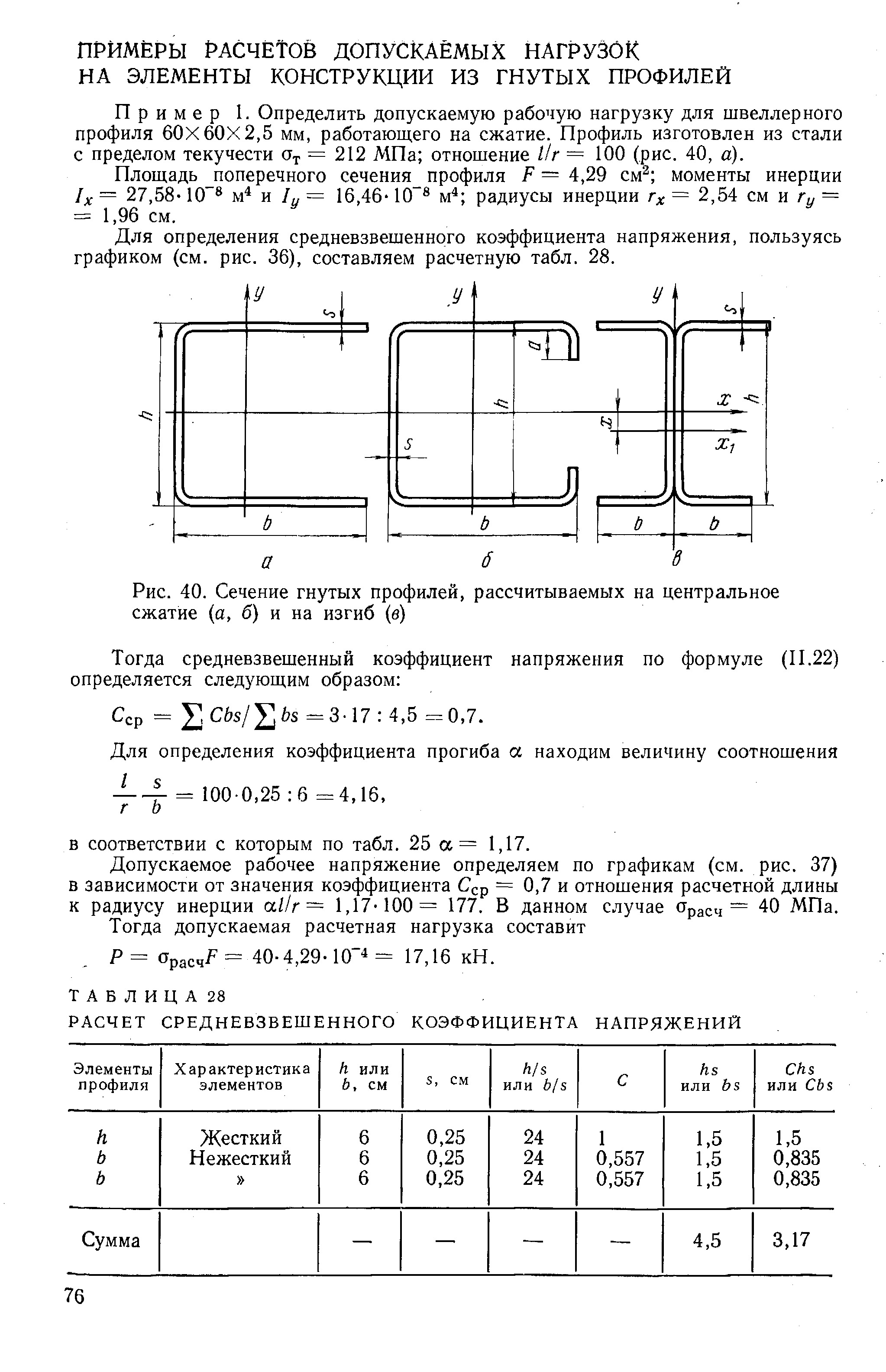
Výpočet zaťaženia
Pri výbere profilovej rúrky by mal kupujúci vedieť, aké dôležité je vykonať výpočet parametrov a zaťaženia nosných konštrukcií. Ale nie každý vie, ako správne vykonávať takéto výpočty a nakúpiť rúrku takého prierezu, aby boli bremená vhodné pre budúcu výstavbu. Ak sú zábradlia, ploty alebo skleníky konštruované z potrubí, potom je možné urobiť bez výpočtu, ale ak z týchto rúrok bude postavený prístrešok, strecha, clona atď., Potom je potrebné vykonať presné výpočty.
Akýkoľvek materiál má vlastnosti, aby vydržal určité zaťaženia. V tomto prípade nie je výnimkou a oceľ, z ktorej sú rúrky vyrobené s profilovým profilom. Ak bude štruktúra ovplyvnená správnym zaťažením, potom bude schopná odolať, ale bohužiaľ sa bude ohýbať. Po odstránení závažia z konštrukcie sa však vráti do pôvodnej polohy. A ak prekročíte prípustné zaťaženie, potom sa ohne a po odstránení závažia zostane v ohnutej polohe.

Pri výpočte zaťaženia je potrebné vziať do úvahy nasledujúce parametre:
- rozmery potrubia a typ profilu;
- parametre stavebného napätia;
- kvalita zdrojového kódu, z ktorého bude potrubie vyrobené;
- typy možných zaťažení, ktoré musia byť odolné konštrukcii potrubia.

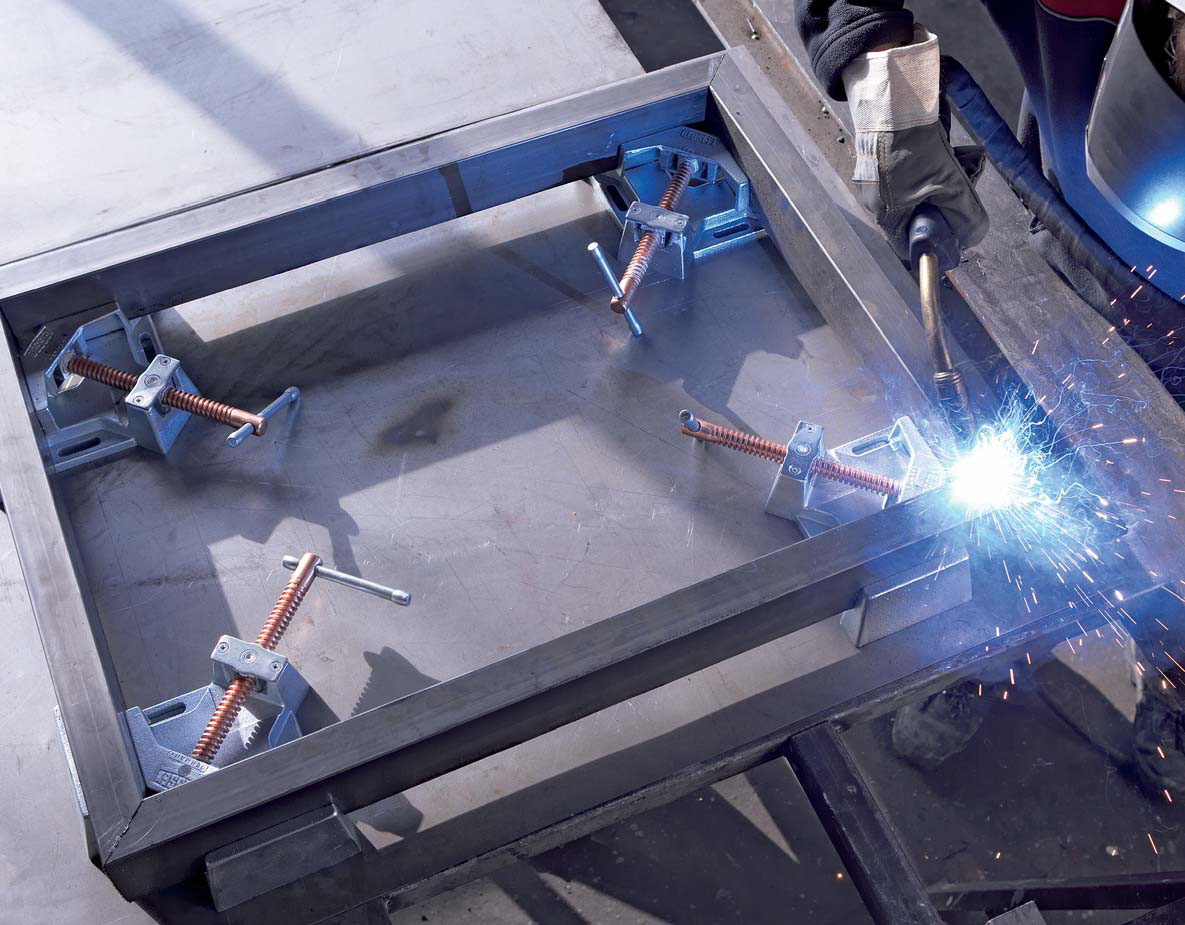
montážne
Rúry profilového typu sú vytvorené podľa noriem stanovených GOST. Dáva možnosť použiť materiál ako základ nosných konštrukcií. Na to, aby sa stavba mohla vybudovať v krátkom čase, vyvinuli špecialisti špeciálne upevňovacie prvky. To môže byť ako svorky, a rôzne dosky a svorky. V modernej výstavbe sa najčastejšie používajú krabie prílohy. Môžu kombinovať niekoľko materiálov. Môžu mať tvar X, G a T. Vyrábajte takéto spojovacie materiály z pozinkovanej ocele. Hlavná výhoda takéhoto upevňovacieho systému pozostáva z dvoch komponentov, ktoré umožňujú úplne obaliť výrobky a bezpečne ich upevniť.
Použite aj systém svoriek a tvaroviek, s ktorými je možné pripojiť potrubie. Konektory sú krížové, trojité a uhlové. Kríž a odpal možno pripojiť niekoľko rúrok, a pomocou rohu môžete ohnúť štruktúru.

Ak existuje niekoľko typov spojovacích materiálov, nemôžete použiť zváranie, čo je veľmi výhodné pri navrhovaní malej konštrukcie, napríklad stany a podobné drobné predmety.
Tipy
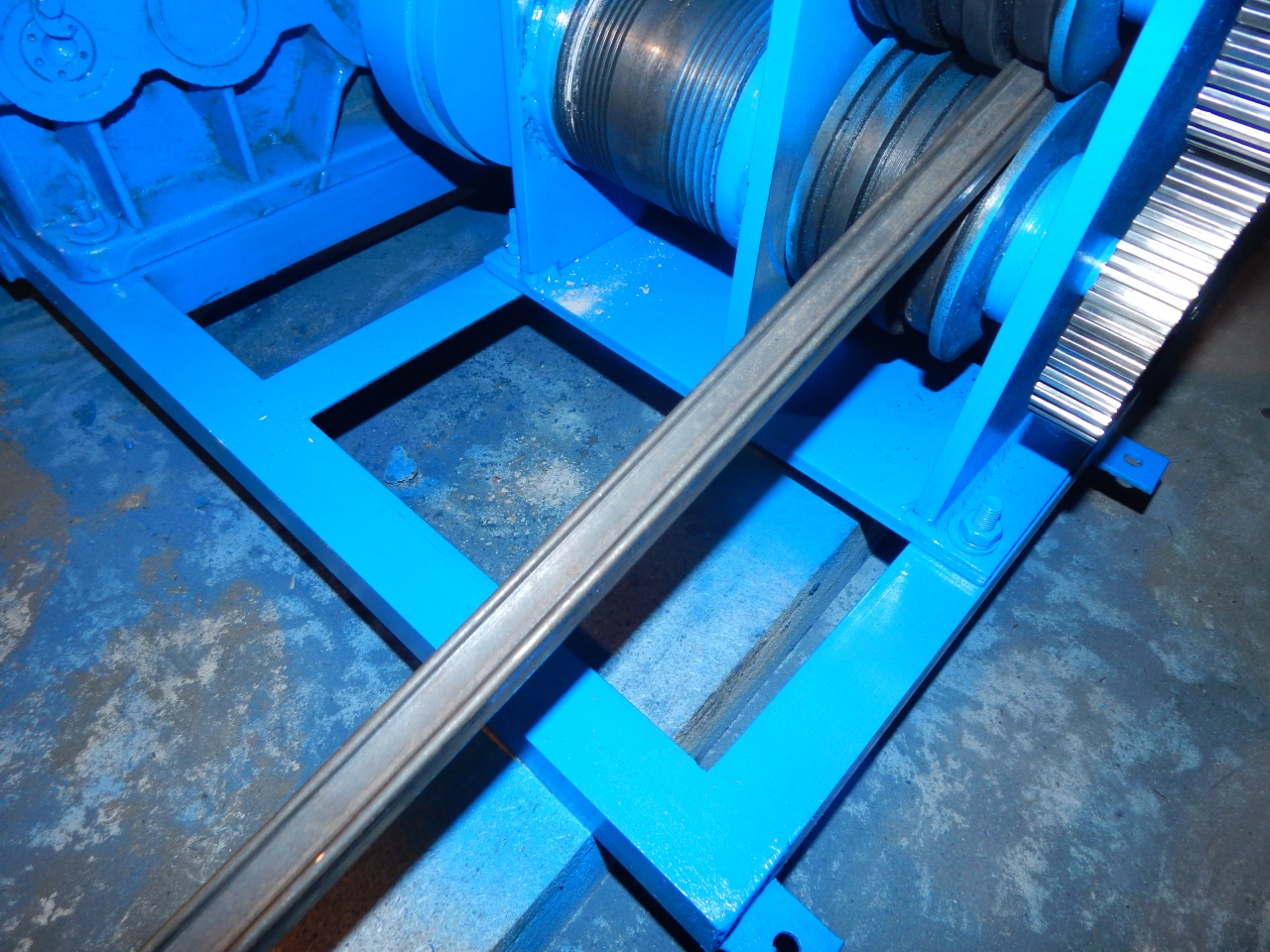
Aby boli rúry, o ktorých sa hovorí v tomto článku, použite špeciálne valce. Môžu mať veľkú silu, pomocou ktorej sa deformujú rúry pod zavedeným úsekom. Ak si prajete, aby sa potrubie tohto typu, ktorý nebude niesť veľké zaťaženie, napríklad pre výrobu nábytku alebo skleníkov, potom stačí kúpiť malý stroj, ktorý môže kovový profil. A ak je potrebné vyrábať profilové rúrky, ktoré vydržia určité zaťaženia, to znamená, že sa použijú na konštrukciu nosných konštrukcií, potom je už potrebné kupovať hotové prvky, ktoré sa vyrábajú špeciálnou technológiou a za podmienok v továrni.


Výroba v továrni prebieha podľa nasledovných krokov:
- Rastlina prijíma veľké priadze zo železného zvitku, ktoré sú narezané na pásy zodpovedajúce úseku vyrábaného potrubia;
- potom pomocou zváracieho stroja sú všetky pásy spojené do jedného dlhého pásu, ktorý je navinutý na bubne;
- potom vložte túto pásku do stroja, ktorý tvorí pás v rúrke s kruhovým prierezom;
- potom sa polotovary zvárajú do jednej celej kruhovej rúrky;
- potom sa zvárané prvky ochladia a spracujú;
- po spracovaní sú rúrky umiestnené v stroji, ktorý už tvorí kruhovú časť so stanoveným prierezom, to znamená v rúrke so štvorcovým, obdĺžnikovým alebo oválnym prierezom.
Odborníci odporúčajú používať 4 valce pri výrobe štvorcovej rúrky a stroj s 2 valcami pri výrobe rúr s oválnym prierezom.

Tiež, po výrobe rúr, musia byť testované na splnenie noriem GOST.
Použite tieto kontrolné metódy:
- Metóda detekcie vírivej chyby, ktorá odhaľuje magnetickú a elektrickú spoľahlivosť.
- Vizuálna kontrola odhalí možnú prítomnosť chýb, drážok, nepravidelností a podobných kritérií, ktoré predchádzajúce štádium kontroly nemôže odhaliť.

Po ukončení skúšky sa štruktúra zohreje a ochladí. Produkt teda podlieha tepelnému spracovaniu. Ak sa vykonáva samo-výroba, je lepšie vykonať vysokoteplotnú úpravu použitím lampy typu horáka. Je však lepšie, aby ste takéto potrubie nevykonávali sami, pretože vyžaduje prítomnosť 4 valcov, ako aj špecializovaný stroj, ktorý vykonáva prácu s vysokou hladinou hluku, čo je neprijateľné pre životné podmienky.
Ak je rúra vyrobená so štvorcovým prierezom, potom musí výrobok plne vyhovovať normám GOST 8639-82. Ak má obdĺžnikový prierez, potom by sa mali dodržiavať normy GOST 8645-68, a ak má rúra oválny prierez, musí byť v súlade s GOST 8642-68. Ale po výrobe by mala byť testovaná, pretože je to tak, že si môžete byť istí kvalitou výrobku.

Štátne normy umožnili prítomnosť takýchto chýb:
- na vrchole hotového materiálu môžu byť malé škvrny, priehlbiny, peny a stopy po čistení odpadu;
- Podľa noriem je na zvaroch povolené malé mechanické poškodenie, tenká vrstva vodného kameňa, zvyšky kovových škvŕn a stôp po odstránení závad.
Po výrobe a kontrole sa konce upravia na jednu veľkosť, strih sa vykonáva striktne pod uhlom 90 stupňov.
V prípade, že sa takéto diely použijú ako materiál na pohyb kvapalín pod tlakom, potom je potrebné odoberať prvky, ktoré sú schopné odolať možným poklesom tlaku. Takéto kritérium sa môže vypočítať podľa osobitne vytvoreného vzorca. Aby sa mohol vypočítať index účinku tlaku s prítomnosťou pravouhlého alebo štvorcového prierezu, je potrebné použiť vzorce, ktoré sú navrhnuté pre špecifický tvar profilu.
Tiež sledovať video o tom, ako vyrábať tvarované rúrky.



















