Ohýbanie profilov: efektívne a bezpečné metódy

Ohýbanie rúrok prebieha pri výstavbe potrubných systémov, pri výrobe stavebných konštrukcií, výrobkov pre rôzne potreby obyvateľstva a mestských fariem v stavebníctve, energetike, nafte a plyne, vo vode av mnohých ďalších oblastiach. Všeobecne platí, že nie je možné spočítať celkový počet, ale je užitočné vedieť, ako ohnúť rúrky. V domácnosti môžu byť užitočné aj iné metódy.

Druhy výrobkov
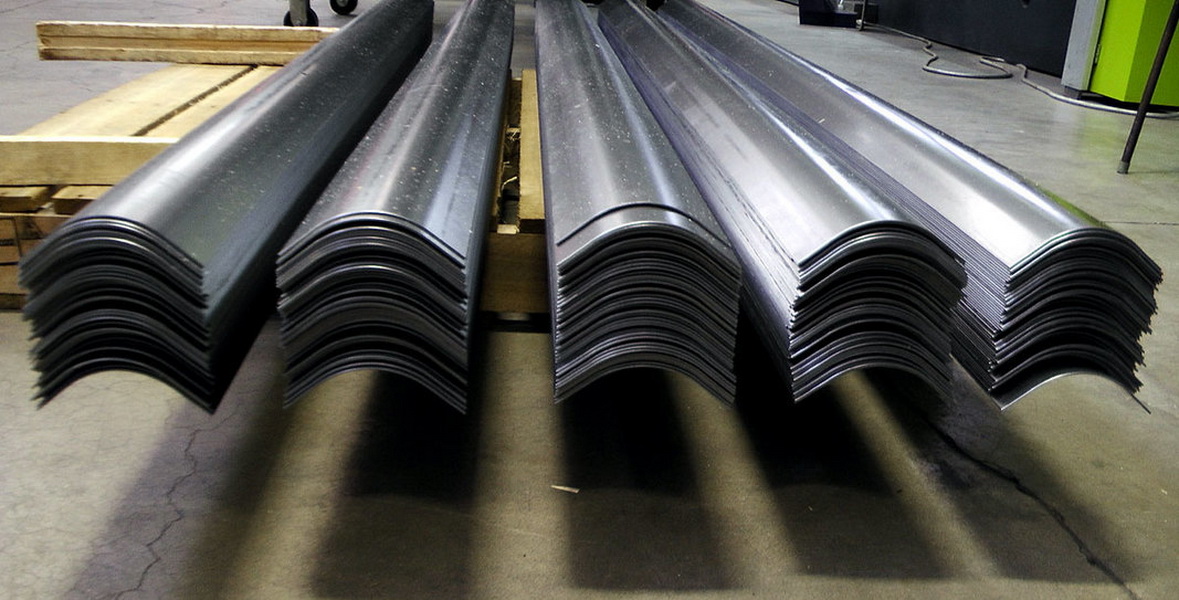
Výrobky valcovania profilových rúr sú reprezentované radom kovových rúrok rôznych konfigurácií v priereze prierezu. Môžu byť veľmi odlišné, ale odlišné od guľatého, to je neštandardného tvaru: vajcovité a ploché oválne, obdĺžnikové, často majú štvorcovú konfiguráciu so zaoblenými rohmi, a dokonca mnohostranné. Kolo sa používa úzko - hlavne na výstavbu vodovodných a kanalizačných sietí.





Profily štvorcových a obdĺžnikových tvarov sú viac žiadané na trhu. Vzhľadom na to, že na plochú stenu je najjednoduchšie upevniť akýkoľvek materiál, používajú sa pri stavbe priemyselných a obytných budov. Takýto prvok má zvýšenú pevnosť a je výstužou v budove. Profil dobre zvláda momentové zaťaženia (zaťaženia v ohybe), preto sú dobrou voľbou pre použitie pri stavbe kovového rámu budov rôzneho účelu.




Výrobky sa vyrábajú v širokej škále veľkostí, v závislosti od typu kovu: napríklad meď sa nachádza v sérii hrubostenných profilov s veľkou hodnotou plochy rezu, na rozdiel od hliníka. Nábytok je vyrobený z tenkostenných výrobkov z nehrdzavejúcej ocele. Materiál na výrobu sa často stáva vysoko alebo nízkolegovanou oceľou. Štvorcové rúrky sa líšia vo výrobnom postupe: sú elektrolytické, valcované za studena a valcované za tepla, bezšvíkové. Zvláštnosťou zvárania je prítomnosť inertného plynného média, ale existuje aj iný spôsob - indukčné zváranie.



rysy
Výrobky z profilovej rúry nemajú veľkú váhu, takže je možné ľahko a v krátkom čase vytvoriť ťažké oblúkové konštrukcie. To je nevyhnutné pre výstavbu rôznych skleníkov a nízkorozpočtových skleníkov.




Stavba s použitím kovových rámov je dôležitá nielen pre letných obyvateľov a záhradkárov. Často je potreba používať takéto stavebné materiály od obyvateľov miest, ak chcú usporiadať súkromné územie v blízkosti domu. Napríklad rýchlo a lacno nainštalovať altánok, krytú terasu alebo polykarbonátový baldachýn - to je v moderných mestách pomerne bežné.




Profileprokat sa používa aj pri stavbe schodov a zábradlí. Často sa stáva, že štandardná konfigurácia nie je vhodná pre určitý typ konštrukcie, tu je potrebné byť flexibilný s použitím špeciálneho vybavenia alebo niektorých trikov. O tom o niečo neskôr.




Rúry vyrábané vo výrobe majú určité špecifikované geometrické parametre, ktoré následne ovplyvňujú plastické vlastnosti. Hrúbka steny a priečna oblasť ovplyvňujú takýto parameter ako minimálny polomer ohybu.Udáva hodnotu zaokrúhľovania, pri ktorej nedochádza k mechanickému poškodeniu.
Deformácia výrobkov z ocele nie je taká jednoduchá, ako sa na prvý pohľad môže zdať. Vyžaduje si určitý súbor vedomostí, schopnosť vybrať si správnu technológiu a vybavenie. Práve poskytnutie potrebného vzhľadu nie je podstatou našej práce, pri jej vykonávaní je potrebné zachovať dôležité parametre - hrúbku steny, zachovať lineárne rozmery a nenarušiť prevádzkové schopnosti. V dôsledku pôsobenia sily pôsobia na obrobok nasledujúce zaťaženia: na vnútornú časť - silu tlaku, na vonkajšiu (vonkajšiu) silu ťahu. Vnímanie ich pôsobenia sa prvok deformuje, pričom prijíma úplný alebo čiastočný ohyb.
Ale kvôli zvláštnostiam detailov musíme čeliť niektorým problémom.
- Strata zarovnania v dôsledku zmeny tvaru. To znamená, že rúrkové segmenty môžu byť v rôznych rovinách, čo je neprijateľné. Odborníci dôvodom tohto javu je nesprávna voľba spôsobu ohýbania.
- Porušenie vonkajšej steny. V procese natiahnutia kovu praskne, ak záťaž presiahne množstvo, ktoré môže vydržať.
- V dôsledku nerovnomerného sťahovania vnútornej steny sa na ňom vytvárajú záhyby pripomínajúce zvlnenie.

Návrat k predchádzajúcej forme nízkolegovaných a uhlíkových zliatin s vysokým koeficientom pružnosti. Po ohnutí sa zdá, že mnohé prvky sú „pružné“ a výrobok po takomto fenoméne musí byť upravený na požadované rozmery, čo môže komplikovať prácu. Aby sme sa zbavili neželaných problémov a dodatočnej práce, je potrebné určiť hodnotu plastového momentu materiálového odporu a pri zohľadnení tohto parametra vykonať postup ohýbania. Treba poznamenať, že čím menší je uhol, tým menší je elastický dôsledok.

nástroje
Prenosné ProfileBibs
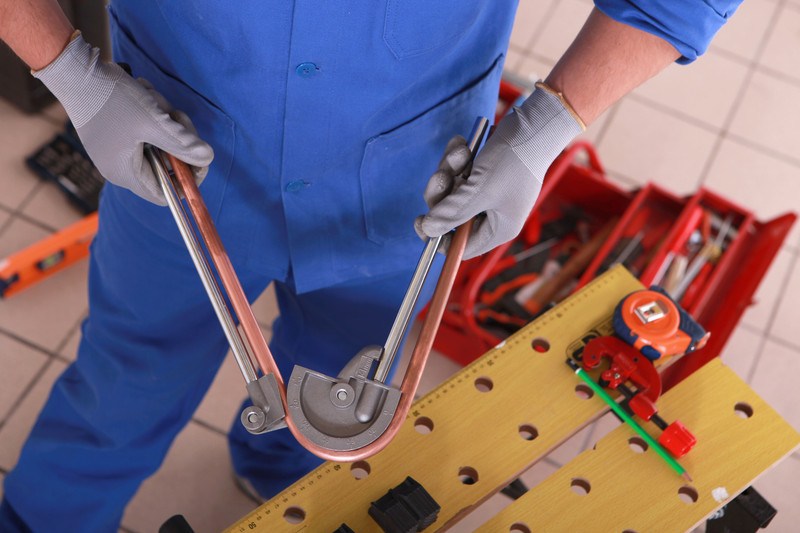
Je veľmi vhodné ohýbať sa okamžite na mieste inštalácie. Na dosiahnutie tohto cieľa je racionálnejšie používať prenosný ohýbač rúrok.

Pákový profilBibs
Pri používaní tohto zariadenia dochádza k ohybu profilu výlučne mechanickou silou osoby. To je možné vďaka prítomnosti pákového efektu pri aplikácii sily značného rozsahu. Časti z plastových kovov a nehrdzavejúcej ocele, ktorých prierez nie je väčší ako dva centimetre, sa môžu ohnúť na 180 stupňov.
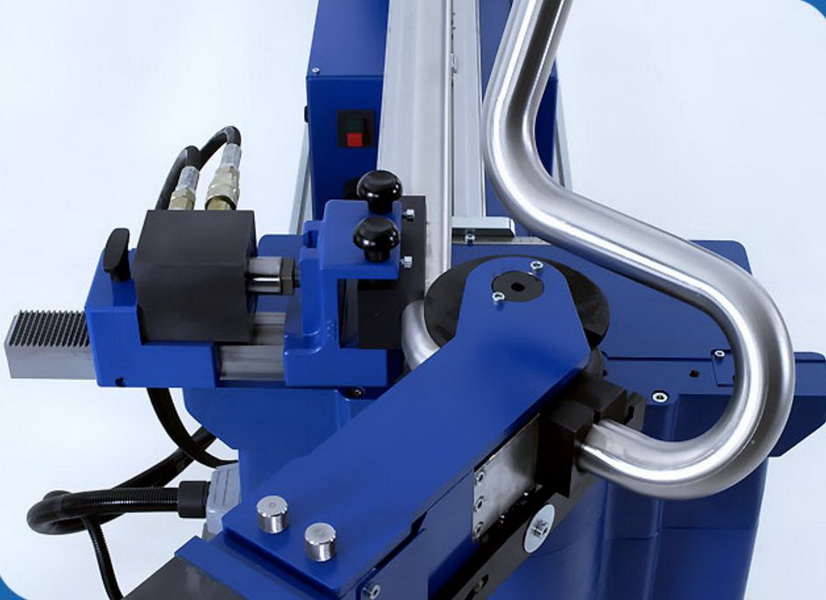
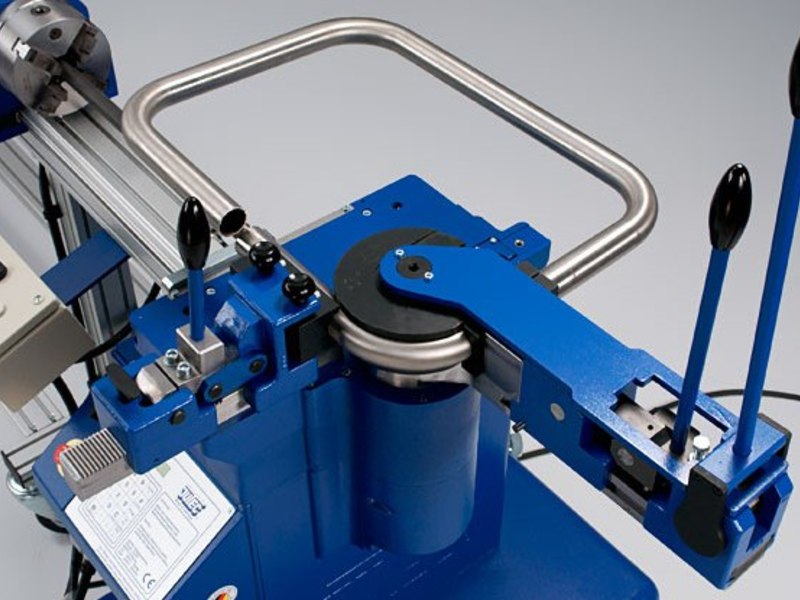
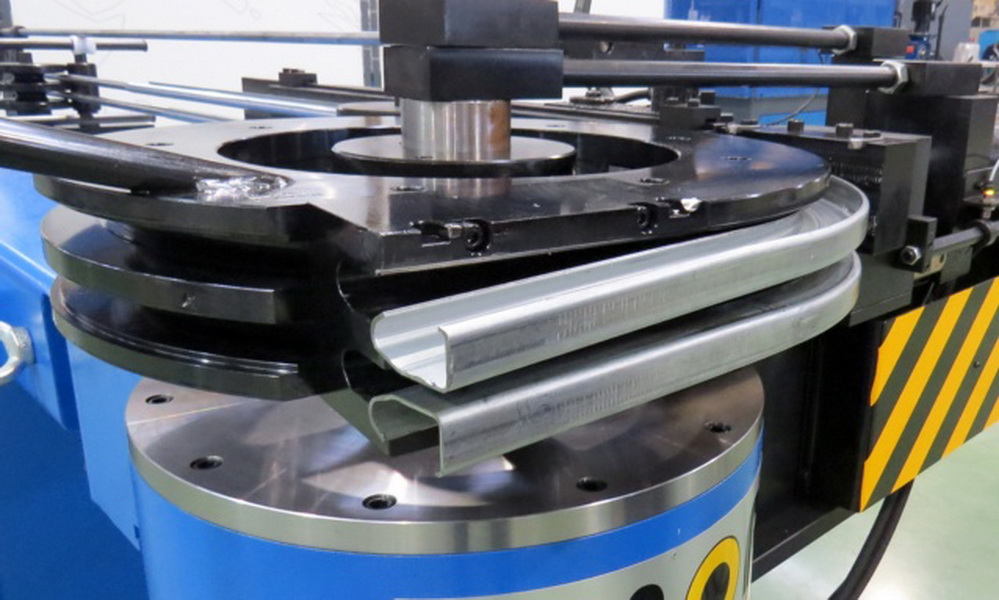
Stroje na ohýbanie rúrok
Takýto nástroj pozostáva z týchto častí: \ t
- ohýbací prvok;
- pohyblivý chopik pripojený k ohýbacej pätke;
- Dve oporné časti otáčajúce sa okolo vlastných osí, na ktoré je umiestnená ohnutá časť.

Zariadenie môže byť s mechanickou (skrutkovou) konfiguráciou, hydraulické s ručným ovládaním alebo s elektrickým pohonom. Takéto ľahko prenosné zariadenia ľahko ohnú uhol 90 stupňov na kovové výrobky z plastu s prierezom do 100 mm.
hydraulické
Pri výrobe a domácom používaní sú častejšie hydraulické zariadenia s ručným alebo mechanickým typom expozície.
Uvádzame ich výhody:
- Veľké objemy, ktoré je možné vykonať v porovnaní s mechanickým profilom.
- Možnosť zvoliť si vertikálny alebo horizontálny ohýbač rúrok vychádzajúci z podmienok pracovného priestoru a pohodlia pri práci.
- Jednoduchá výmena razidiel (náhradné diely na určenie uhla).
- Existencia zariadení, ktoré súčasne ohýbajú niekoľko inštalácií naraz, čo značne znižuje čas strávený v zariadení.
- Odstránenie ťažkostí v práci aj pre začiatočníkov.
- Existencia rúrky chrániacej pred pošmyknutím a zariadeniami varujúcimi pred zranením.
- Jednoduchosť ručnej opravy v domácnosti.

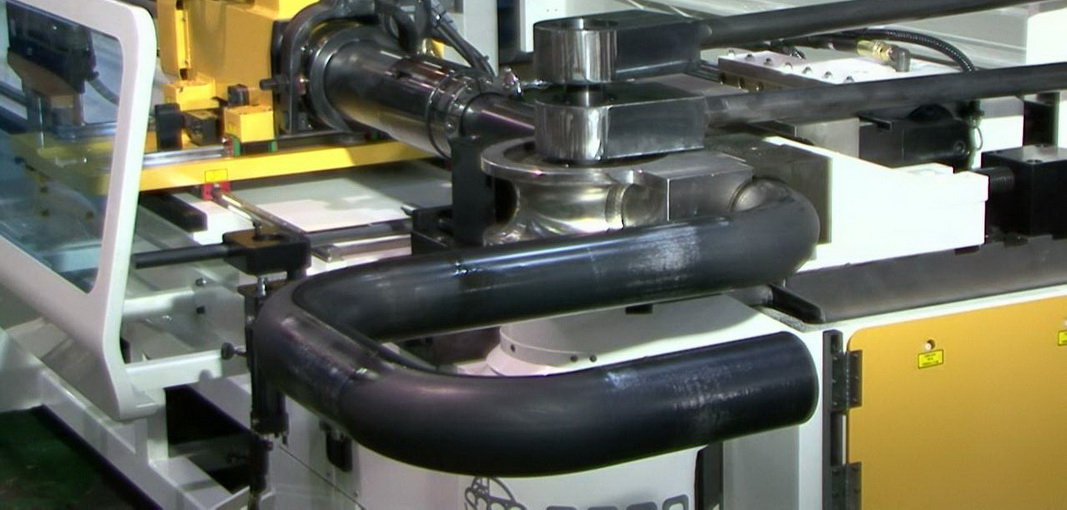
Elektrické ohýbačky rúrok
Ohýbajú kovové výrobky umiestnené na ohýbaných komponentoch, ktoré je možné meniť v závislosti od polomeru. Na takýchto zariadeniach sa nachádza otočný tŕň, pomocou ktorého mení výrobok. Pri absencii elektrického napájania zariadenie pracuje z vnútornej batérie.
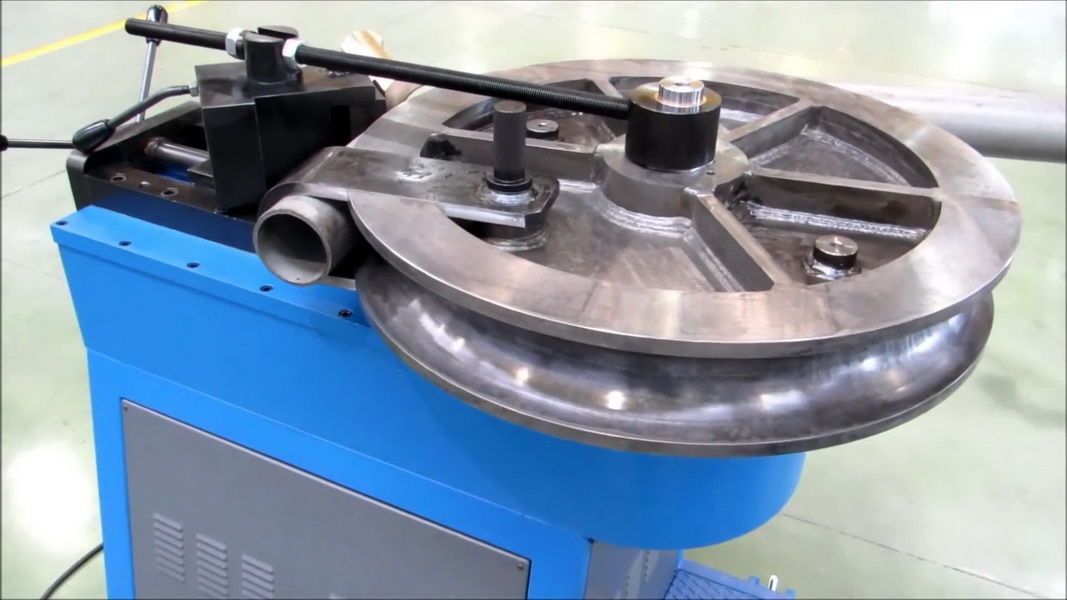
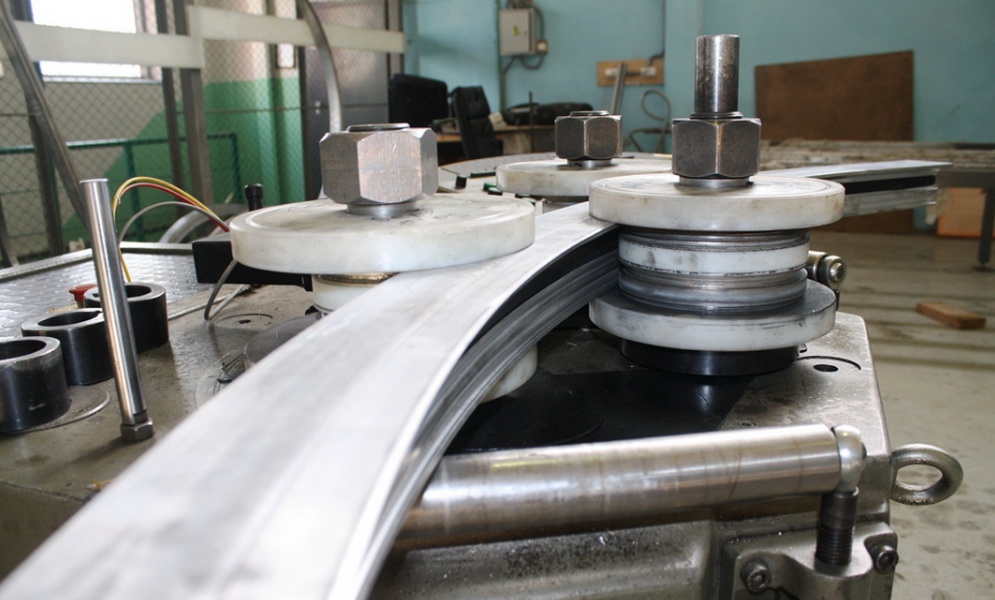
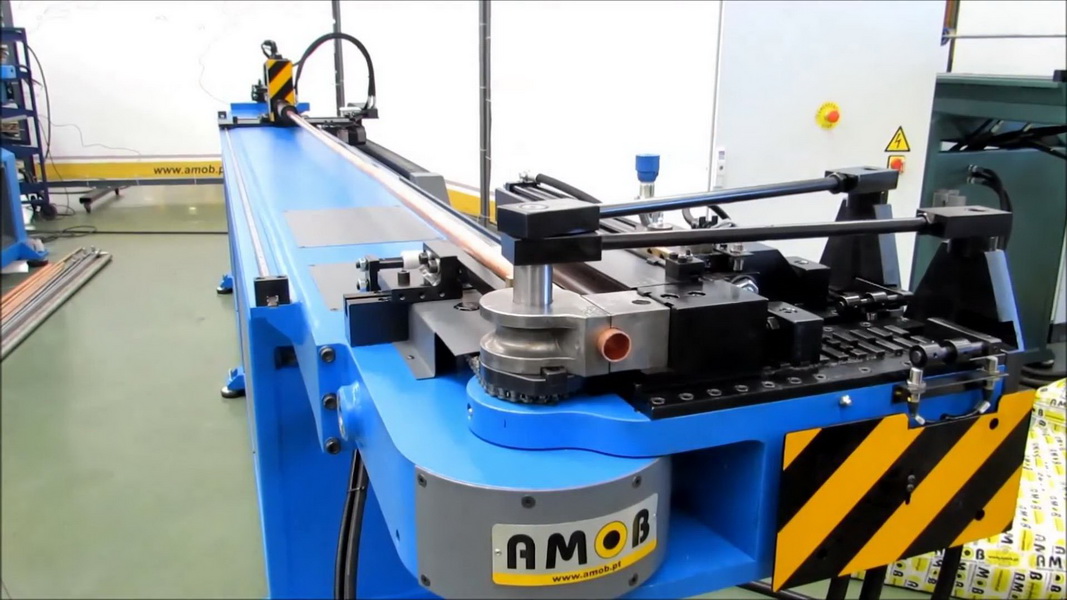
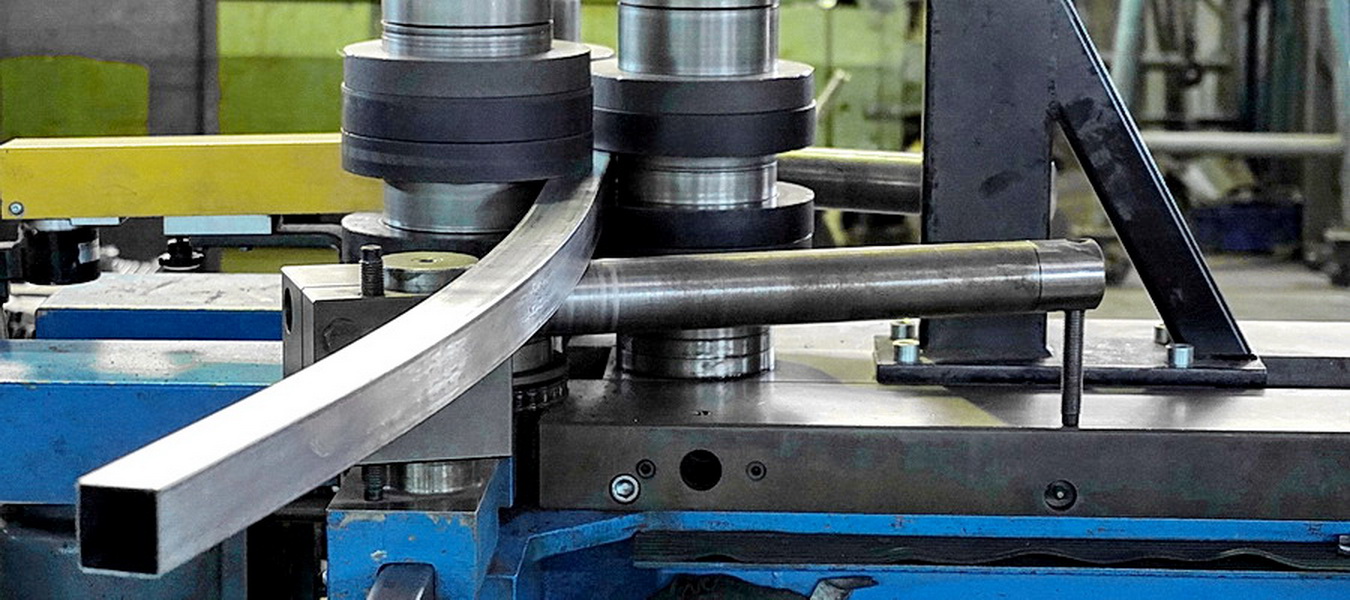
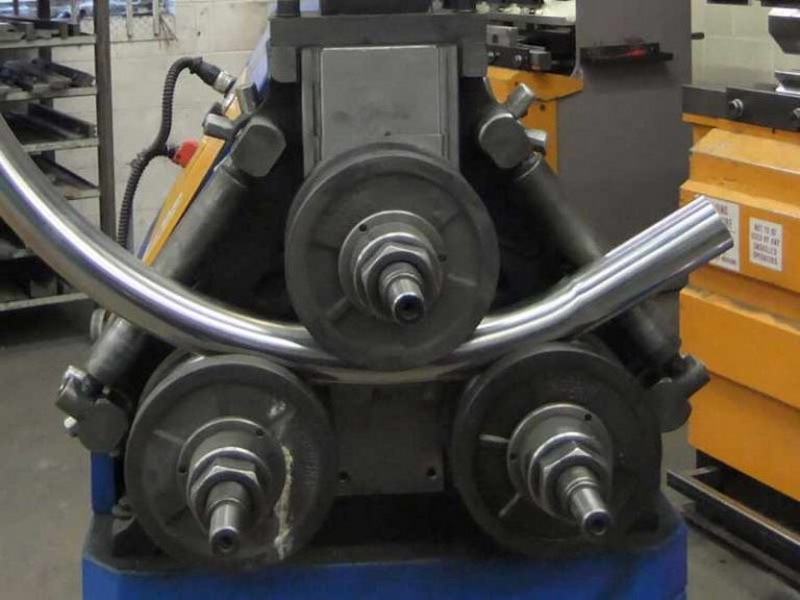
Ohýbanie stroja
Ak sa za studena, tzv. Valcovanie, použije štandardný valcový mlyn s tromi valčekovými ložiskami (valčekom). Tvar a polomer ohybu na výstupe závisí od voľby a inštalácie požadovaného tvaru a veľkosti. Tento stroj je schopný dať ohybu na diely z akéhokoľvek materiálu a akejkoľvek konfigurácie - zvláda nielen štvorcové, ale aj trojuholníkové profily a komplikovanejšie. Pomocou takéhoto zariadenia je možné deformovať obrobok s maximálnou dĺžkou, čo je veľmi dôležité, a tiež získať výrobok ohnutý o 360 stupňov (v krúžku). Metóda valcovania je definovaná ako najobecnejší typ deformácie, preto zariadenie patrí k univerzálnemu.
Okrem toho stroj umožňuje nastaviť konkrétny uhol, ktorý zvyšuje presnosť počas inštalácie. Uhol je možné ovládať manuálne alebo na CNC strojoch (s informačno-numerickým riadením) nastaveným číselne s následným riadením procesu. Na takýchto strojoch sa vykonáva výroba vyhrievaných uterákov v každom dome. Pri výrobe rúr pre vykurované podlahy je tiež potrebné kontaktovať strojové vybavenie. Má rozsiahlu výrobu komponentov pre točité schodiská, verandy, rôzne formy plotov a dekoratívne prvky, ktoré slúžia len na výzdobu interiéru.
Pozitívnymi stránkami takýchto zariadení sú nasledujúce možnosti.
- Schopnosť vyhnúť sa nepresnostiam pri práci s jemnými detailami, na rozdiel od manuálnych zariadení, často dáva ostrý ohyb namiesto hladkej zakrivenej čiary v obryse.
- Presnosť. Povinným kritériom pri vážnej výstavbe je táto položka. Opäť platí, že žiadne iné typy mechanizmov a metód určených pre tieto typy práce nie sú porovnávané s profesionálnymi strojmi. Pri výrobe na predaj je tiež nemožné bez tejto výhody.
- Dosiahnite vysokú rýchlosť, aby ste získali hotový výrobok. Priemerná rýchlosť ohýbania profilu je 0,2-0,3 m / s.
- Autonómia. Schopnosť zariadení fungovať bez ľudského zásahu v našom storočí už nie je inováciou, ale len užitočnou, ale niekde je nevyhnutným doplnkom k iným charakteristikám.
- Potenciál veľkých objemov.

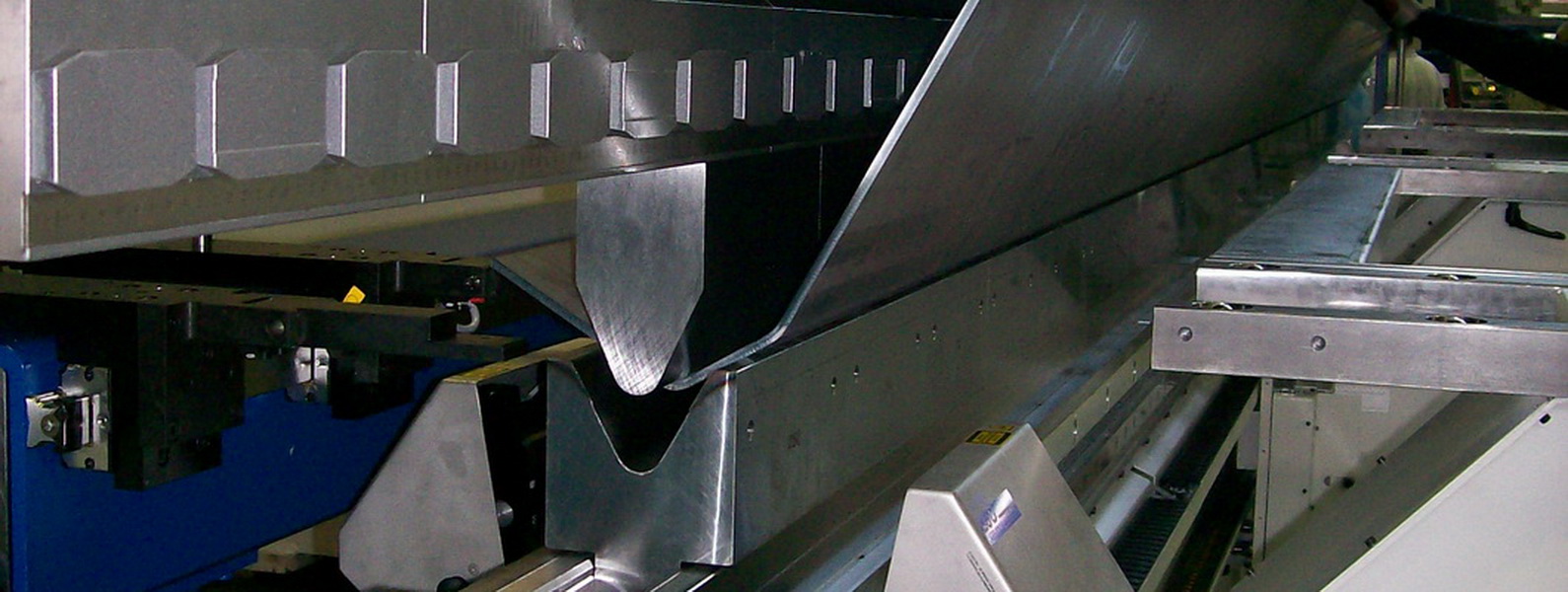
Existujú stacionárne ohýbačky profilov, ktoré sú napájané z 380 V siete, nie sú vhodné na osobné použitie. Aby nedošlo k chybnému nákupu, musíte starostlivo preštudovať vlastnosti produktu. Rollforming inštalácia je veľmi efektívna vec, ale aj drahá. Okrem toho je použitie takýchto zariadení možné len v továrni.
Na získanie kvalitnejších súčiastok sa často používa ohýbanie vretena, čo je možné pri práci s prakticky akýmkoľvek zariadením. O nej v poriadku. Dorn je tuhá alebo ohybná časť umiestnená vo vnútri ohýbateľného segmentu v mieste ďalšieho ohýbania. Po zmene tvaru výrobku sa ukáže hladký, nemá záhyby a iné chyby. Po takomto súbore výhod metodiky nasleduje výrazné zníženie miery odmietnutia na produkcii výrobkov.
prostriedky
Existujú dva spôsoby radiálneho ohýbania profilov: studené a horúce (s predohrevom). Okrem separácie metód podľa typu teploty, existuje mnoho ďalších typov týkajúcich sa mechanizácie a použitého zariadenia, napríklad ohýbanie:
- beží;
- hojenie;
- kreslenie;
- spôsob trojvalcového valcovania;
- pomocou dvoch podpier;
- spôsob napínania;
- s použitím vnútorného hydrostatického tlaku;
- ťahanie cez doštičku so zakrivenou osou;
- prostredníctvom kopírovacích strojov.
Voľba závisí od toho, či bude fungovať možnosť horúca alebo studená.
S chladným výkonom to možno dosiahnuť niekoľkými možnosťami.
- chod do priemeru 70 mm; s nízkymi požiadavkami na kruhovitosť profilu v ohybe;
- navíjanie (priemer do 20 mm);
- ťahanie (pre tenkostenné steny);
- s dvoma podperami (priemer do 300 mm).
Studený sa približuje k malému priemeru a studený spôsob nebude schopný výrobok ohýbať, napríklad v uhle 45 stupňov. Vykurovanie zlepšuje deformačné vlastnosti kovu a zvýšením plasticity sa ľahšie pracuje. Predohrev nespôsobuje problémy s manželstvom vo forme trhlín, zvyškového poškodenia, zvlnenia a iných následkov. Vo veľkých priemyselných odvetviach sa vykurovanie vykonáva vysokofrekvenčnými prúdmi (HDTV). Ak existuje malá časť, je možné použiť prenosné ručné nástroje, pre veľkú časť sa táto alternatíva neuplatňuje, v tomto prípade sa používa mechanizované zariadenie.
Okrem týchto nuancí stojí za zmienku aj fenomén elastických následkov. To znamená schopnosť čiastočného vrátenia obrobku po deformácii do jeho pôvodného tvaru. Hodnota závisí od typu materiálu a rozmerov profilu, od teploty a druhu práce - ručne alebo na špeciálnom zariadení.
Okrem vyššie uvedených techník, v domácnosti, môžete vykonať proces s použitím zariadenia, ktoré je ľahko vytvoriť sami. V závislosti od počiatočných charakteristík a požadovaného obvodu je k dispozícii dostatok možností na úsporu drahého vybavenia. Nižšie sú uvedené niektoré príklady.
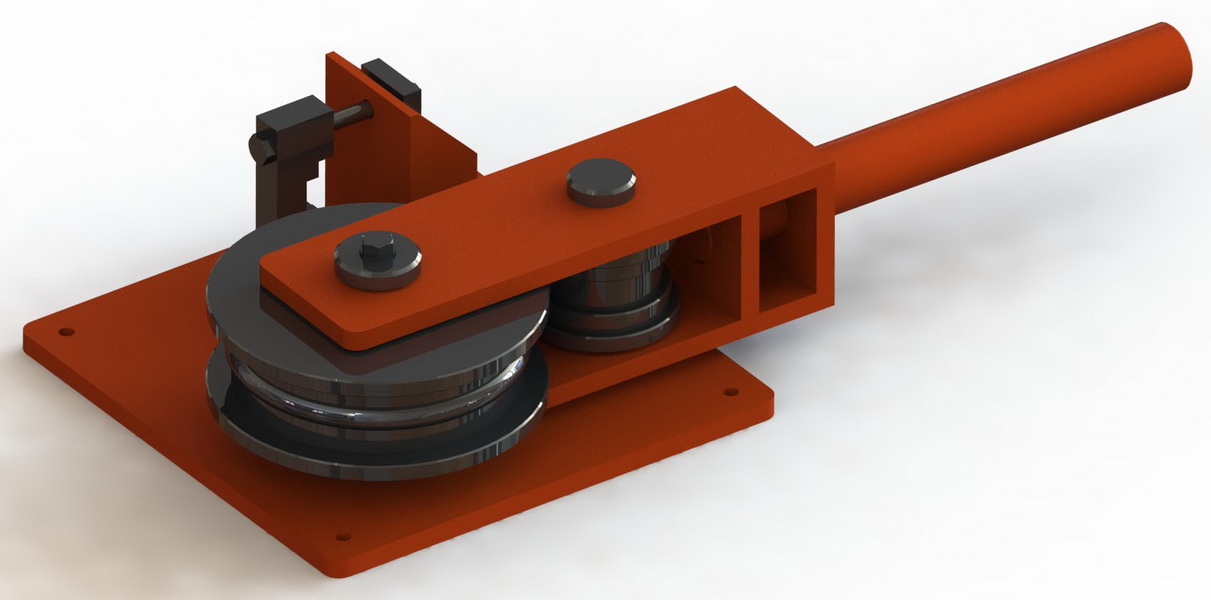
Domáce valčekový mechanizmus
Toto je najbližšia verzia pôvodného valca profilegib. Ak chcete vytvoriť, budete musieť zakúpiť 2-4 videa. Treba poznamenať, že ich šírka by mala mierne presahovať šírku samotného výrobku. Aby ste dosiahli výsledok, musíte ho vodorovne upevniť, aby valce mali možnosť voľne sa otáčať, musia byť v takej vzdialenosti od seba, aby sa nezasahovali do potrubia prechádzajúceho systémom bez prekážok.

Tento do-it-yourself asistent vám umožní ohnúť produkt po obvode. Ak je potrebné dosiahnuť určitý uhol, systém sa musí skladať z troch rotujúcich valcov. Zatiaľ čo jeden z nich je žiaduce ponechať nastaviteľné. Výstužný prvok je umiestnený medzi valcami a osoba, riadiaca proces, začína rolovať.
Pomocou "brúsky" a zváračka
Ak výstavba takéhoto mechanizmu nie je možná z dôvodu financií, času, zručností alebo iných dôvodov, existujú zrozumiteľnejšie variácie. Aplikácia spôsobu zvárania však vyžaduje určitý čas a vyžaduje si pracovnú náročnosť.
Postup prác je nasledovný.
- V prvom rade sa odporúča vypočítať prípustný a určiť pre seba potrebný polomer ohybu.
- Aplikujte pozdĺž priečnych značiek produktu, ktoré budú ďalej rezané pre ďalšie spojenie. Čím hladší je prechod v ohnutej časti, tým častejšie je potrebné robiť značky.
- Vykonajte rezy troch vybraných strán (hrán) ťahanými značkami. Štvrtá strana by sa nemala dotýkať.
- Po rezaní výrobok ohnite na požadované zakrivenie. pre zlepšenie presnosti, môžete urobiť kus. Napríklad pripravte drevený diel s požadovaným ohybom. Pripevnite neprezretú stranu valcovaného k zakrivenému okraju šablóny, upevnite a potom ohnite pole tak, aby zodpovedalo ohybu šablóny.
- Píly zvárajte opatrne a spoľahlivo.
- Oblasti starostlivo zvarte tak, aby sa povrch dielu vyhladil, bez vyčnievajúcich švov.


S veľkou plochou rezu, táto metóda, v neprítomnosti iných, je vhodnejšia ako kedykoľvek predtým.Táto metóda je však použiteľná pre jednotlivé práce, takže by sa nemala vzťahovať na tých, ktorí potrebujú deformovať veľké množstvo prvkov. V tomto prípade môže byť rozumnejšie uvažovať o vytvorení ohýbačky.

Pružina pre ohyb
Všetci majstri vedia o tejto metóde. Jeho podstatou je: špeciálna pružina štvorcového prierezu oceľového drôtu je umiestnená vo vnútri rúry v mieste, kde je potrebné získať ohyb. Pružina bude slúžiť ako tŕň, jej prierez by mal byť o 1-2 mm menší ako vnútorný prierez. Použitím horáka sa miesto ďalšieho ohybu zahreje, nanesie sa na polotovar s vhodným polomerom ohybu a pomocou sily nestláčajte prudko, až kým sa nedosiahne požadované zakrivenie. Táto metóda je pomerne jednoduchá, ale pri jej používaní sa odporúča starostlivo dodržiavať bezpečnostné opatrenia: pracovať v špeciálnych rukaviciach a používať kliešte.
Tipy
O zložitosti horúcej metódy
Ak chcete potrubie úspešne ohnúť horúcim spôsobom, mali by ste použiť výplň piesku. Ideálna možnosť je stredne zrnitý piesok - stavba alebo rieka. Ak nie je možné použiť práve toto, ako posledná možnosť, materiál z detského pieskoviska, ale predtým očistený od nepotrebného obsahu, bude tiež vhodný. Na vyčistenie od nepotrebných nečistôt je potrebné preosiať cez sito s otvormi asi 2 milimetre. Po prvom skríningu na site zostanú veľké predmety - vetvičky a kamienky. Ich prítomnosť v plnive je extrémne nežiaduca, pretože pri zahrievaní môžu ovplyvniť reliéf a tvoriť vydutie. Ďalej musíte druhýkrát preosiať budúce plnivo, cez jemné sito, aby ste sa zbavili príliš jemného piesku. Po preosiatí sa piesok kalcinuje.

Rúra na mieste, kde dôjde k ohybu, sa žíha. Pred zaspávaním plnič je postarať sa o zástrčky, ktoré mu nedovolia dostatok spánku. Odporúča sa, aby sa z dreva, tak, aby sa zmestili tesne na steny. V jednej zo zátok je potrebné odrezať drážky, cez ktoré musí horúci vzduch vychádzať. Takéto otvory sú umiestnené na každej strane, t.j. by mali byť štyri štvorcové časti. Po nainštalovaní zástrčky bez otvorov cez lievik môžete začať plniť plnivo. Zároveň by sa mala pravidelne zaklepávať časť na utesnenie piesku. Po zaistení druhej zástrčky môžete ohyb označiť, upevniť a vytvoriť rovnomerné ohrievanie. Ak je diel zvarený, šev by mal byť umiestnený mimo ohybu, aby sa zabránilo jeho divergencii. Farba časti pripravenej na ohýbanie by mala byť červeno-čerešňovej farby a od potrubia - odletieť z váhy.

Odporúča sa ohýbať kovové výrobky z prvého ohrevu, inak to môže viesť k strate pevnosti a lomu prvku. Ak sa po ochladení ťažko odstránia drevené zátky, môžu byť zapálené a po horení vylejte piesok.
O zložitosti studenej metódy
Odchýlky studenej metódy:
- Bez použitia špeciálnych nástrojov a vykurovania v chladnom období môže byť proces ohýbania veľmi uľahčený. Na tento účel sa alternatívne ako metóda piesku používa voda ako plnivo. Po naplnení a montáži zástrčky je výrobok vystavený mrazu po dobu potrebnú na úplné zmrazenie kvapaliny. Vzhľadom na fyzikálne vlastnosti zmrznutej vody bude ohyb ľahší.
- Aby sa zabránilo zraneniam kefiek a znížili sa použité sily, navrhuje sa použiť profilovú rúrku s úsekom o niečo viac ohnutým. Pre tento účel je na okrajoch menšieho profilu nosený väčší profil, čím sa zvyšuje pevnosť ramien.
- Majstrom sa odporúča, aby urobili skúšobnú ohyb na nepotrebnej časti produktu, čo poskytne predstavu o jeho fyzikálnych vlastnostiach a zabráni chybám v následných pokusoch.
Ak zhrnieme vyššie uvedené, môžeme vyvodiť závery o tom, aká účinná bude táto metóda. Je vhodnejšie obrátiť sa na odborníkov, ktorí majú zariadenia špeciálne navrhnuté na tento účel, aby získali lepší výsledok a ušetrili čas. Ak práca zahŕňa viacnásobné ohýbanie výrobkov, tak prečo nie premýšľať o nákupe špeciálneho vybavenia a tiež o poskytovaní služieb ohýbania iným. V tomto prípade môžete zariadenie rýchlo obnoviť.
Alternatívne je tu možnosť prenajať zariadenie na ohýbanie rúrok na určitý čas. Ak vo vašom meste existuje takáto možnosť, potom ušetríte čas a nebudete musieť preplatiť drahé služby spoločností.
Informácie o tom, ako ohnúť rúrku bez ohýbačky rúrok pre baldachýn, nájdete na nasledujúcom videu.



















