Jemnosti procesu zvárania plastových rúr

Plastové rúry sú skvelou voľbou pre výmenu inštalatérskych a vykurovacích systémov. Ich inštalácia je skôr ako veľmi vzrušujúca hra ako práca a proces zvárania plastových rúr je v mnohých ohľadoch odlišný od tradičných procesov zvárania.

rysy
Zváranie plastových rúr ohrieva hrany častí, ktoré sú zvárané na určitú teplotu. Tento proces sa vykonáva pomocou špeciálneho ohrievača a spájaním jednej časti k druhej do určitej hĺbky.
Plastové rúry majú okrem toho niekoľko výhod:
- dlhá životnosť;
- nízka hmotnosť;
- inštalácia je jednoduchá;
- nízka cena;
- nekorodujú.
Tiež zariadenie na zváranie plastových rúr je lacnejšie ako zvárací stroj na kovové konštrukcie. Okrem toho, aj neskúsený človek môže zvládnuť takýto proces, ak je asistent.


Podrobnosti o dizajne na obloženie, špeciálne pre tento účel. Po určitom čase sa zahrejú na správnu teplotu, potom sa z podložky odstránia a veľmi rýchlo sa spoja, pričom musia byť pevne stlačené. Okraje konštrukcie sú spájkované a tvoria jeden celok.
Proces zvárania plastových rúr má svoje nevýhody. Hlavná je možnosť vytvorenia tokov vo vnútri potrubia. Oni sa objavia v prípade, že teplota je príliš vysoká, a pri zváraní to nie je presne vyhnúť, takže musíte vykonať všetky práce veľmi opatrne.
Príliš nízka teplota nebude fungovať - v tomto prípade sa časti jednoducho nedajú úplne spojiť. Ukazuje sa, že je veľmi ťažké nájsť optimálnu teplotu pre spájkovanie.

nástroje
Na vykonávanie zvárania potrebujete niekoľko nástrojov.
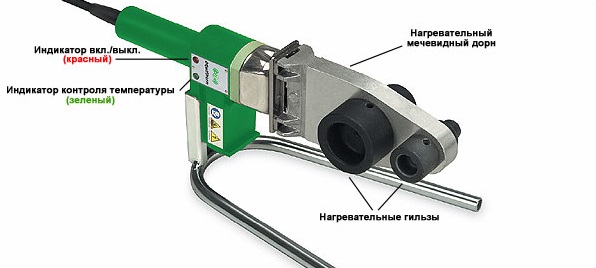
- Zváracie zariadenia. Môže to byť špeciálne železo, zvárací stroj na plastové rúrky alebo obyčajná spájkovačka. Tento proces môžete dokonca vykonať pomocou horáka alebo špeciálnej pištole.
- Trysky na spájkovanie železa. Najobľúbenejšie sú modely s veľkosťou 20 mm.
- Špeciálne nožnice napájané batériou, ktoré sú elektricky ovládané. Takýto nástroj má pomerne vysokú rýchlosť rezania. S ním sa na orezanie rúry strávi niekoľko sekúnd. Ak je množstvo práce malé, môžete použiť bežnú pílu alebo nôž. Profesionáli používajú aj špeciálne nožnice.

- Schweyer je nástroj na odstránenie obrysu. Bude potrebné, ak je výrobok pokrytý vrstvou hliníka.
- Ploché skimmery. Používa sa so zlou kvalitou obrysu. Používa sa na zabezpečenie toho, aby sa plast netočil. Ak by sa však použili špeciálne nožnice, potom to nebude potrebné, pretože s ich pomocou sa všetko robí celkom úhľadne.
- V týchto prípadoch je potrebné zváranie za studena, ak niekde dôjde k úniku a potrebujete rýchlo podvarit na mieste.
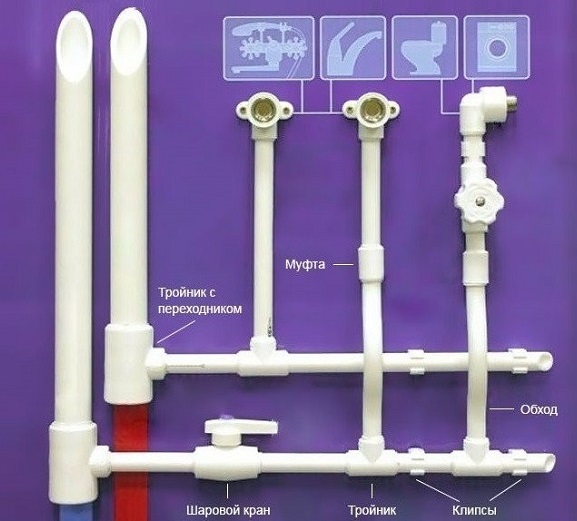
- Kovanie alebo spojky. Vyberte ich podľa toho, ktoré pripojenie sa používa.
- Ruleta s ceruzkou alebo fixkou. Vyžaduje sa na označenie bodov rezu a spojov.



Všetky nástroje je možné zakúpiť v špecializovaných predajniach. Pri výbere zváracieho stroja však stojí za zváženie jeho vysoká cena. Ak sa bude používať len raz, potom je lepšie si ho prenajať.
Ako spájať?
Na správne zváranie plastových rúrok vlastnými rukami potrebujete návod. Najprv musíte určiť, kde bude potrubie nainštalované.Odporúča sa vytvoriť plán tak, aby sa uzly, ktoré sa majú zvárať, nenachádzali na ťažko dostupných miestach. Najjednoduchší spôsob je zostaviť celú konštrukciu priamo na stôl, aby ste ju potom mohli upevniť na už pridelené miesto.
Potom musíte pripraviť zvárací stroj. Musí byť inštalovaný na špeciálnom stojane, ktorý sa nazýva svorka. Potom sa uistite, že jeho kontaktné plochy nie sú znečistené. Ak je nečistota stále tam, musíte ju utrieť handričkou namočenou v technickom alkohole.

Na teplotnom snímači musíte nastaviť teplotu na 260 ° C. Potom je zvárací stroj pripojený k elektrickej sieti a stlačené tlačidlo napájania. Potom sa zahrieva počas 15 až 20 minút. Pri prvom použití počkajte ďalších 5 minút. Rúra musí byť na vyznačenom mieste narezaná špeciálnymi nožnicami. Potom sa vyberie tvarovka s priemerom požadovanej veľkosti. Koniec plastovej rúrky a armatúry je potrebné vložiť súčasne do zváracej trysky - mali by byť v rovnakej rovine.


S prihliadnutím na priemer potrubia sa pridá teplota a čas, ktorý je na to potrebný. Po zohriatí prvkov sa musia zo zváracieho stroja odstrániť a ihneď pripojiť. Potom ich musíte uchovať v odporúčanom čase. O hodinu neskôr sa potrubie používa na určený účel.
Keď je hrot pripravený, musíte skontrolovať priepustnosť uzla. Ak to chcete urobiť, je to fúkané alebo nechať vodu. Ak je spájkovanie utesnené, môže odolať vysokému tlaku.
Zváranie rúr z polypropylénu sa neodporúča pri nízkych teplotách.



Ak je teplota pod nulou, plast bude dosť krehký a hrot sa ukáže ako netesný, čo môže viesť k únikom a prasknutiu potrubia. Aby sa tomu zabránilo, prenosný sporák alebo tepelná pištoľ je inštalovaná v stane v mieste zvárania.
Zváranie plastových rúr s veľkým priemerom. Na spájkovanie výrobkov veľkého priemeru, ktorých veľkosť je väčšia ako 63 mm, je potrebné spoj spájať so spojom. V tomto prípade sa hrot vykonáva tavením koncových rúrok a ich spojením s veľkým úsilím. Musíte zabezpečiť, aby všetky konce polotovarov boli dokonale ploché. Hrot bude teda najodolnejší a schopný odolať vysokému tlaku.

Plameň alebo objímka. Plastové rúry s priemerom do 40 cm sa spájkujú pomocou špeciálneho ručného zariadenia. Skladá sa z centrovacieho zariadenia, ako aj dýz na upevnenie polotovarov. Koniec rezaného kusa potrubia sa čistí buď pilníkom alebo brúsnym papierom. Zvárací stroj sa zahrieva a zatlačí do neho všetky detaily budúceho potrubia a potom sa spájkuje. Všetko musí byť urobené rýchlo, kým materiál nemá požadovanú teplotu.
Taktiež je potrebné venovať pozornosť skutočnosti, že keď musí byť spájkovacie zapaľovanie, vnútorný priemer nevyhrievanej armatúry musí byť menší ako vonkajší priemer potrubia. Po zvarení je určitý čas ponechaný na chladenie a nie je možné pohybovať a otáčať prvky, aby sa zabránilo deformácii.

Zváranie vystužených rúrok. Takéto rúry sa používajú pre vykurovacie systémy. Pred začatím práce je potrebné očistiť hliníkovú vrstvu pomocou orezávača. To sa robí tak, že v procese prevádzky, v kontakte s vodou, hliníková fólia nemohla kolaps, a tiež netesnosť.
Zváranie polypropylénových rúr pomocou priemyselnej sušičky. Táto metóda sa používa len v niektorých prípadoch. Napríklad, na pripojenie dvoch kusov potrubia, aby sa tvarové diely, aby montáž kolena samostatných prvkov. Keď sa plast kombinuje, priemyselná sušička sa dodáva s reflektorom, to znamená s tryskou so špeciálnym povlakom. To sa robí tak, že sa na ňom roztavený kov nelepí.


Keď je sušič nainštalovaný na stolovom stole, musí byť nastavený na minimálny prietok vzduchu. Dýza sa zahreje na požadovanú teplotu a potom sa pritlačí na konce oboch plastových polotovarov. Keď je polypropylén zmäkčený, musia byť pripojené potrubia. Diely sa udržiavajú v tejto polohe približne 30 sekúnd. Potom sa k sebe prilepia a stvrdnú. Takéto zváranie je veľmi pevné a odolné.
Zváranie plastových rúr v nepohodlných miestach. Samozrejme, že pri priamom vedení potrubia je oveľa ľahšie spájkovať. Pokiaľ ide o ťažko prístupné miesta, aby sa zabránilo nepríjemným momentom pri montážnych prácach, je potrebné potrubie namontovať priamo na povrch stola. V tých prípadoch, keď je potrebné spájať rúry vo veľmi nepohodlných miestach, napríklad pod stropom alebo v blízkosti batérie, nie je možné bez pomoci inej osoby.


Keď sú všetky časti plastového potrubia zmontované, môžete začať spájať zostavu v hmotnosti. Aj tu je potrebný asistent, ktorý bude držať zvárací stroj pri pripojených častiach. Ak má asistent aspoň nejaké skúsenosti so zváraním, možno to urobiť striedavo, čo uľahčí prácu.
Všetko je potrebné urobiť rýchlo a presne a pri najmenšom zakrivení musíte okamžite vymeniť poškodený prvok. Dodržiavanie teplotných podmienok sa považuje za najdôležitejší bod, pretože prehriatie plastových rúr môže viesť k strate tvaru, čo môže spôsobiť problémy pri montážnych prácach.

Tipy
Spustenie zváračských prác inštalatérsky vlastnými rukami, musíte si vypočuť rady a odporúčania špecialistov. Pomôžu automatickým pohybom počas zvárania premieňať sa na zámerný proces.

Ak sa zváracie práce vykonávajú po prvý raz, je potrebné pred inštaláciou plastových rúrok trochu precvičiť. Po odrezaní zostanú rúrky zbytočnými kúskami, ktoré sú celkom vhodné na tréning. Je potrebné robiť všetko ako v celom procese.
Je potrebné trénovať, až kým nebude ruka napnutá. Ak sa použijú armatúry, môžete s nimi spájať niekoľko prvkov. Nemali by ste šetriť jednu alebo dve armatúry na tréning, pretože potom môžete zničiť celé potrubie, ktoré je mnohokrát drahšie.

Je potrebné nakupovať materiály s malým rozpätím, pretože môžu byť poškodené ešte pred začatím prác. Ani skúsení odborníci nie sú poistení proti akejkoľvek vyššej moci, čo povedať o nováčikom. Preto je lepšie mať nejaký prvok po ukončení práce.
Pri spájaní konštrukcií s malým priemerom je potrebné zabezpečiť, aby v dôsledku prehriatia materiálu v strede neboli žiadne uzliny. V tomto prípade môže byť priechod zablokovaný a voda v systéme praskne. Pred spustením je preto potrebné odvzdušniť vodovodné potrubia vzduchom.

Okrem toho existuje mnoho ďalších prípadov, keď nedodržiavanie pravidiel môže viesť k podobným únikom alebo blokáciám v systéme. Napríklad nevhodné zasunutie rúry do armatúry, to znamená, nie na doraz. V tomto prípade je medzi stenami rúrok vytvorená medzera a obvyklé zaťaženie bude príliš veľké, čo môže viesť k úniku.
Môžete tiež otestovať kvalitu zatlačením rúry alebo spoja. Konštrukcia musí odolať takejto skúške. Ak nestojí, potom v procese prevádzky bude krátkodobý. Preto si musíte kúpiť polypropylénové rúry len od dodávateľov, ktorí majú dobrú povesť - v tomto prípade by ste sa nemali obávať, že štruktúra sa nakoniec ohne alebo praskne pod tlakom.


Po zozbieraní celého systému je potrebné začať jeho prevádzku najskôr po uplynutí jednej hodiny. Toto časové obdobie bude stačiť na stvrdnutie švov. Nemali by ste odstraňovať vydutiny, keď prebieha proces zvárania - to povedie k ešte väčšej deformácii rúrok, pričom tento proces bude už nezvratný. Po zahriatí sa polypropylén ochladzuje pomerne rýchlo, takže pomalosť pri zváraní je neprijateľná.
Je potrebné zabezpečiť, aby voda nespadla do potrubia, pretože pri zahrievaní sa zmení na paru a spojenie stratí svoju pevnosť. Horúce plastové rúrky majú veľmi vysokú teplotu, preto nezabudnite prijať preventívne opatrenia. Na ochranu vášho tela, nosiť župan a hrubé rukavice - to šetrí pokožku pred popáleninami. Všetky akcie musia byť čisté a overené.


Po začatí zvárania sa musia všetky spojovacie prvky vyčistiť a odmasťovať, inak zlyhá vysokokvalitné zváranie. Má sa to urobiť bezprostredne pred začiatkom práce.
Výrobcovia polypropylénových rúrok tvrdia, že nie je možné spájať výrobky s rôznymi ochrannými známkami, pretože rúry a tvarovky sú rozdielne, preto kombinácia materiálov s rozdielnymi technickými vlastnosťami môže viesť nielen k ťažkostiam pri montážnych prácach, ale tiež k tomu, že konštrukcia je chybná.

V procese distribúcie použité a potrubia, a spojky, rovnako ako smerové signály. Preto stojí za to vedieť, že rúry sú zo vonkajšej strany vyhrievané a všetky ostatné prvky - zvnútra. Nezabudnite na toto pravidlo, inak budú zlúčeniny krátkodobé.
Po preskúmaní všetkých jemností procesu zvárania plastových rúr, môžete ľahko určiť sami, akú verziu procesu zvoliť pri inštalácii nového systému zásobovania vodou alebo vykurovacieho systému. Varenie takýchto rúrok bude pre každého, ak je doma asistent. Na prácu nie je potrebný žiadny zložitý stroj, pretože stačí len ruky a zvárací stroj.
Informácie o spôsobe spájania polypropylénových rúrok nájdete v nasledujúcom videu.



















