Ako spájať polypropylénové rúrky?

Polymérne produkty sa používajú v mnohých oblastiach. Plastový kelímok, kôš na bielizeň, vykurovacie telesá - všetko vyrobené na báze polymérov.
Polypropylén je považovaný za univerzálny. Rúry z tohto materiálu sa používajú na inštaláciu potrubia, podlahového vykurovania, vetrania v dome. Inštalačná technológia nevyžaduje špeciálne zručnosti. Pochopte, ako spájať polypropylénové rúrky, môžete nezávisle za pol hodiny.


rysy
Polypropylén je syntetický polymér s vysokými fyzikálno-mechanickými vlastnosťami. Je odolná, pružná a odolná voči negatívnym vplyvom. Nebojí sa úderov, teplotných kvapiek, chémie. Pri takýchto vlastnostiach je ťažké veriť, že najbližší príbuzný polypropylén je polyetylén.
Materiál získaný spôsobom polymerizácie propylénu. Na získanie pevnostných charakteristík sa do surovín pridávajú katalyzátory. Produktom chemickej reakcie látok je biely prášok alebo farebné granule.


Granulovaný alebo práškový polypropylén sa dodáva do výroby, ktorá prebieha v šiestich stupňoch:
- Vytláčanie. Prvá surovina ide do extrudéra. Vo vnútri tohto zariadenia granule zmäknú a stanú sa plastickou hmotou. Aby sa tuhý materiál premenil na prchavú hmotu, zahreje sa na 250 ° C. Pre biele rúry sa suroviny používajú v čistej forme. Ak potrebujete farebné produkty, pridajte do extrudéra farbivá požadovaného odtieňa. Prídavok pigmentu nemá vplyv na kvalitu produktu.
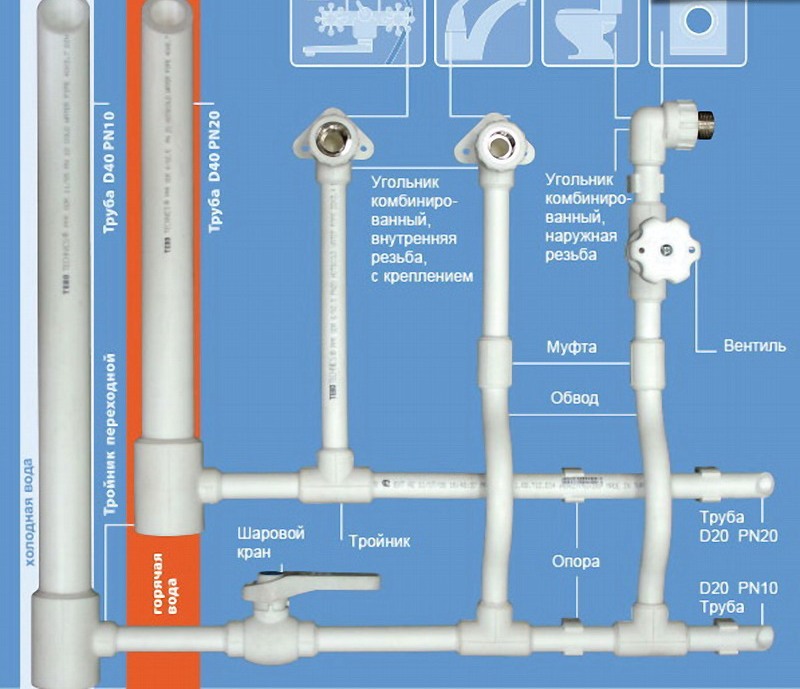
- Liatia. V ďalšej fáze sa hmota profilovala. Extrudér "vytláča" polotovary potrubia. Podľa normy je priemer potrubia 16, 20, 25, 30, 40, 50, 62, 75, 90, 110 mm pre prácu v dome. Pri podzemných prácach (pokládka komunikácií) používajte výrobky veľkého priemeru - do 120 cm.
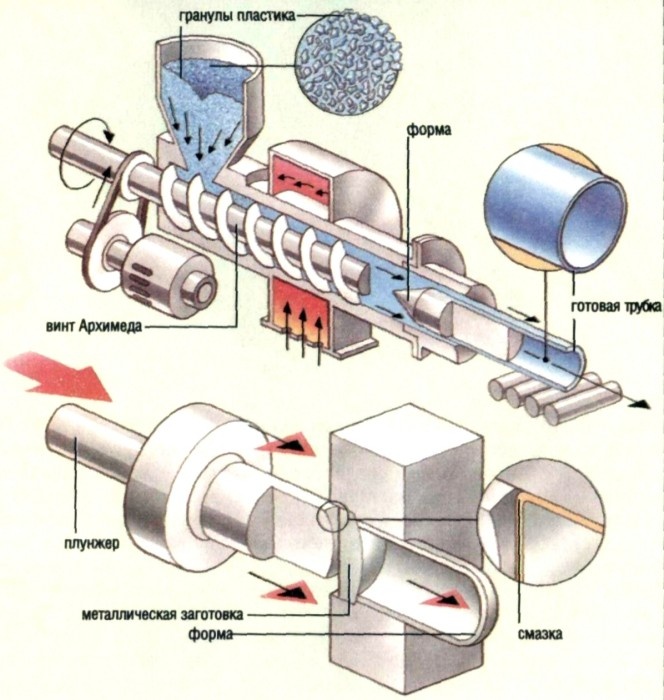

- Kalenie. Horúci blok chladený studenou vodou. Pre tento produkt sa ponorí do chladiaceho kúpeľa.
- Nanesenie ochrannej vrstvy. Kalené rúrky prechádzajú zariadením, ktoré „obalí“ výrobok v tenkej vrstve ochranného filmu. Táto fólia fólie. Pomáha udržiavať materiály vhodné na dlhodobé skladovanie. Pred inštaláciou musí byť fólia odstránená.
- Značenie. Základné informácie sa aplikujú na fóliu. Na ňom môžete okamžite určiť, pre ktoré práce je tento typ potrubia určený.
- Štiepanie. Toto je posledná fáza výroby. Rezané výrobky prichádzajú do skladu na balenie a skladovanie.



Podobným spôsobom sa vyrábajú malé a tvarované diely z tých istých surovín (napríklad tvarovky pre rúry). Po extrudéri sa kvapalná hmota privádza do formy, kde sa odlievajú detaily komplexného tvaru. Rezanie nepotrebujú. Malé kúsky sú zhotovené okamžite kusom.
Výroba vystužených rúrok je o niečo zložitejšia. Zahŕňa strednú alebo vonkajšiu vrstvu odolnejších materiálov. Táto vrstva je nevyhnutná na zníženie rozťahovania pri zvyšujúcich sa teplotách.
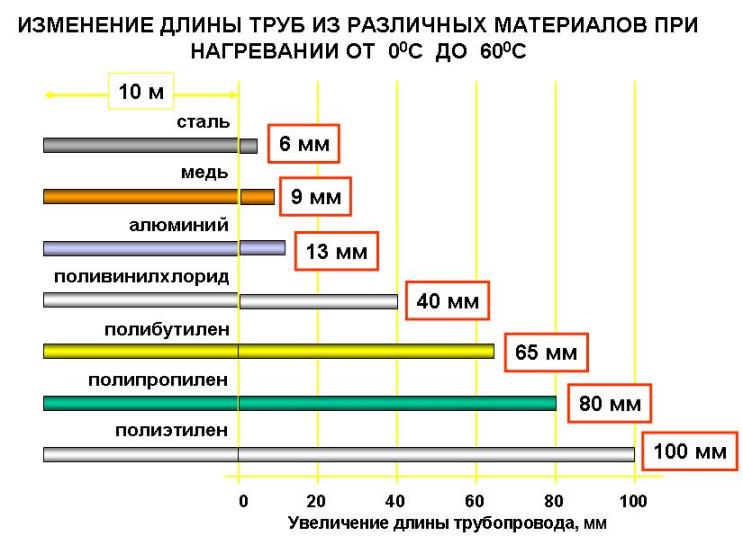
Pretože polypropylén je blízky polyetylénu - napínacia a plastická hmota - má tiež schopnosť zväčšovať a zmenšovať veľkosť pri zmene teploty. Pri nízkej hodnote je materiál stlačený, pri vysokom zaťažení.

Pomer natiahnutia polypropylénových materiálov je významný. Trubka dlhá 10 m pri teplote 95 až 100 ° C sa môže natiahnuť o 150 mm. To má veľký význam pre verejné služby, ktoré používajú časti z propylénu.
Strečing je nebezpečný, pretože rúra už nie je taká silná ako pred zmenou teploty.Preto sa musí zabrániť vo všetkých systémoch, kde maximálna teplota ohrevu výrobku presahuje 90 ° C.
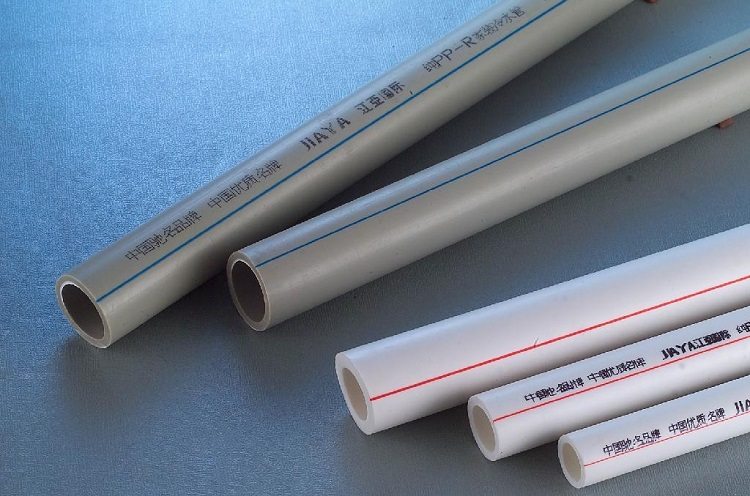
Rozsah polypropylénových rúr je určený ich hrúbkou: čím silnejšie sú, tým silnejší. Čím silnejšie - tým väčšie mechanické a fyzické namáhanie, ktoré vydržia. "Tvrdšie" potrubia v prevádzke, širší rozsah použitia.
Výrobcovia vyrábajú dva typy výrobkov: tenkostenné a hrubé.

Tenkostenné rúrky sú označené značkami PN10 a PN16. PN10 vydrží teplotné poklesy až do 45 ° C a tlak nie vyšší ako 10 atm. Hrúbka steny - 0,9-1 mm. Rozsah ich použitia je výrazne obmedzený technickými vlastnosťami, takže sú najlacnejšie. Mali by sa používať mimo vysokých teplôt.
PN16 odoláva ohrevu do 60 ° C a tlaku do 16 atm. Steny sú omnoho hrubšie - 15 mm. Tento typ potrubia má zároveň charakteristický znak, ktorý sťažuje použitie materiálu v mnohých oblastiach. To je veľká rozťažnosť pri teplotách nad 60 ° C. Takmer vo všetkých vykurovacích systémoch, kde sa často používajú rúry, je teplota nad touto hodnotou.
Pre hrubé steny sú všetky značky, počnúc PN20. Ide o vážne zariadenie s hrubými, pevnými stenami do 21 mm. Je univerzálny pre akúkoľvek prácu.


Hrubé rúrky sú vystužené a nevystužené.
Výstužná vrstva je umiestnená vo vnútri rúry, medzi vrstvami propylénu alebo mimo výrobku, ako je škrupina. Chráni polymérne produkty pred roztiahnutím pri vysokých teplotách.
Vyrobené z rôznych materiálov:
- sklených vlákien;
- fólie;
- polyetylén;
- hliníka.
Rúry bez výstuže a so spevňujúcou vrstvou zo sklených vlákien sú najjednoduchšie. Dobre sa topia a pripájajú sa k armatúram bez prekážok. Spojenie je spoľahlivé.


Rúrky s hliníkom a fóliou sú ťažšie spracovateľné. Ak je hliník mimo polypropylénovej vrstvy, mal by byť orezaný na celú šírku spojovacieho uzla. Bez odstraňovania je spájkovanie nemožné. Vzhľadom na ochranu hliníka nebude možné propylén roztaviť, čo znamená, že nebude existovať vysoko kvalitná zlúčenina.
Na čistenie rúry potrebujete špeciálny nástroj pre rúry s hliníkovou výstuhou. Tento proces je dlhý a pracný, najmä s veľkým priemerom produktu.


Ak je hliníková vrstva vo vnútri propylénovej rúry, čistenie je ešte ťažšie. Ale je to potrebné. Pri montáži by sa mali vnútorné a vonkajšie vrstvy propylénu spojiť a „spájkovať“ hliník, aby sa naň nedostala žiadna voda.
Hliník nehrdzavie, ale ak sa voda dostane medzi vrstvy, môže rúra prasknúť.
Kombinované výrobky a rúry s hliníkovou doskou vnútri výrobku sú najťažšie inštalovateľné, ale nie najúčinnejšie.


Výhody a nevýhody
Materiál má niekoľko výhod:
- Relatívne nízka hmotnosť. Polypropylénové rúrky vážia 9 krát menej ako kov. Ľahšie sa prepravujú a montujú.
- Cena jedného potrubia 4 m - v rámci 30-110 rubľov.
- Inštalácia nevyžaduje odborné zručnosti. Stojí za to vypracovať na náhradné diely, ale nebude to trvať dlho.
- Spoľahlivé a tesné spojenie častí potrubia a akéhokoľvek iného dizajnu. Poskytuje sa spájkovaním. Spoje sú chránené pred vodou a netesnosťami a sú rovnako silné ako samotné potrubie.
- Materiál môže byť spracovaný. Môžete robiť rovné a šikmé rezy, narezať ich na fragmenty od 1 cm na šírku po ľubovoľnú dĺžku. To je výhodné, ak sa potrubia musia inštalovať na ťažko prístupných miestach.


- Materiál spĺňa požiadavky GOST. Pri výrobe použitých materiálov, ktoré môžu byť v kontakte s pitnou vodou.
- Technické parametre vyhovujú požiadavkám SNiP na montáž potrubí v rôznych prevádzkových podmienkach. Predpokladajme, že inštalácia vnútri a vonku (v podzemí).
- Polypropylén nekoroduje. V kompozícii nie sú žiadne materiály, ktoré sú prístupné korozívnym procesom.
- Výrobky nemusíte maľovať. Majú už biely alebo iný farebný a polomatný povrch. Farbivo sa pridáva do surovín v prvej fáze výroby, takže pigment je pevne fixovaný. Po 10 rokoch prevádzky bude mať výrobok rovnakú farbu.


- Pre každú úlohu - vlastné riešenie. Ak potrebujete držať studenú vodu, tam je PN10, pre vriacej vody - PN25.
- Voda prúdi ticho potrubím. Ticho je dané hrúbkou a hustotou materiálu.
- Vnútri potrubia sa nezdá sediment z priameho prúdu vody.
- Životnosť - až 50 rokov.
- Použitie bez odpadu. Z pozostatkov rúrok môžete urobiť užitočné a krásne veci pre domov a život.

Stále však existujú nevýhody:
- Potrubie je vystavené naťahovaniu pri vysokých teplotách. Dokonca zosilnené.
- Výrobky nie je možné ohýbať. Ak chcete zmeniť smer potrubia (otočte roh, dole a dole), musíte použiť kovanie.
- Spájkovanie vyžaduje špeciálne nástroje.
- Na povrchu potrubia môžu byť škrabance pred mechanickým poškodením. Integrita nie je škodlivá, ale vzhľad bude trpieť.
- Vystužené rúry vyžadujú prípravu pred spájkovaním. Bezprostredne je možné spájkovať iba výrobky so sklenenými vláknami a je potrebné vyčistiť hliník a fóliu.



Kde podať žiadosť?
Polypropylénové rúry - multifunkčná vec v domácnosti.
Tu sú niektoré z nich:
- Inštalatérsky systém. Pre zásobovanie studenou vodou vhodné nevystužené tenkostenné alebo silnostenné potrubia. Je lacná, ľahko sa inštaluje, zvláda prepravu vody do 45 stupňov.
- Systém teplej vody. Potrubia označené NP20 alebo NP25 môžu bezpečne zásobovať vriacou vodou. Propylén sa začína topiť len pri 170 stupňoch.


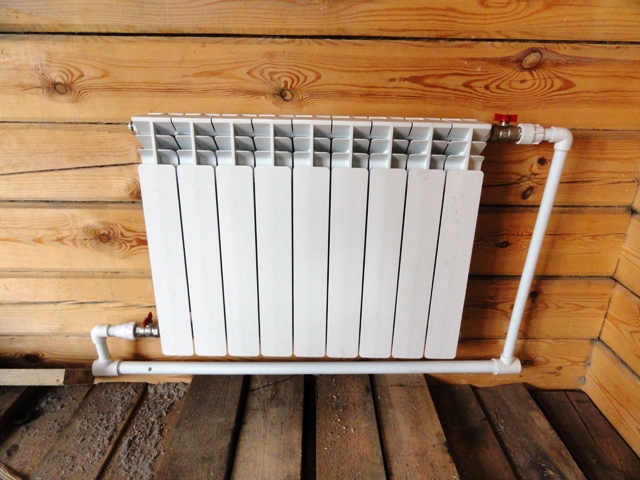
- Ústredné kúrenie v chate, dome alebo chate. Za týmto účelom si vyberte rúru veľkého priemeru so sklenenými vláknami. Sú spoľahlivé a nevyžadujú zložité stripovanie. Spájkovanie takýchto rúrok prechádza s ranou. Teplovodivé predĺženie rúrok so skleneným vláknom je 10 krát menšie ako bez neho - len 1,5 cm, vďaka čomu sa potrubia neprevrhávajú a nedeformujú.
- Vykurovanie vodnej podlahy. Ak nie je dostatok tepla z potrubí s teplou vodou, inštalujú podlahové vykurovanie. Nevýhodou takejto podlahy je, že nie je možné valec s malým krokom valiť. Plus - náklady na údržbu systému a jeho životnosť. Životnosť podlahy vyhrievanej vodou je asi 50 rokov. Súčasne je možné systém montovať priamo do podlahového poteru.

- Pomocné systémy: vetranie a kanalizácia.
- Plot v krajine. Nebude chrániť pred nepozvanými hosťami, ale môže vymedziť územie so svojimi susedmi. Na chránených prímestských oblastiach je jednou z najjednoduchších a najrozmanitejších možností.
- Skleník alebo skleník. Rúry sú odolné a tolerujú snehové zaťaženie v zime. Z nich je vhodné zostaviť jednoduchý skleník 1,5-2 m vysoký.
- Viacvrstvový záhon pre záhradné rastliny.
- Altánok a záhradný nábytok. Stoličky, ohnisko, markízy, prenosné stoly, ležadlá.





- Položky domácnosti. Užitočné veci sa dajú vyrobiť z kúskov rúrok do haly, balkóna, garáže, dielne, detskej izby. S pomocou odbočiek, spojok a úlomkov rúrok sa zmontuje akýkoľvek predmet geometrického tvaru - stojan na topánky, stojan na kvety, vešiak na šaty, sušička alebo odpadový kôš. Všetko, čo je dosť fantázie a zvyšky materiálu. Je vhodné zbierať detské ihriská, hojdačky a domy pre malé deti. Ak pridáte sieť, dostanete vynikajúce brány pre detský futbal.
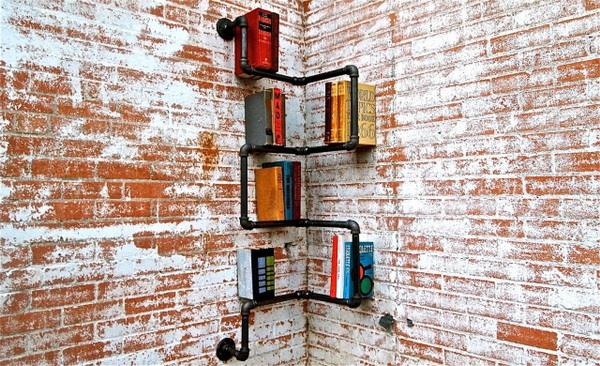
- Prvky dekoru. Pomocou rohov a adaptérov, môžete zostaviť knižnicu v štýle loft. Krátke kúsky rôznych priemerov pôjdu vytvoriť fotorámik alebo zrkadlo, lampy, kvetináče a vázy.


Čo je potrebné?
Pri práci s polypropylénovými rúrkami bude potrebovať niekoľko skupín nástrojov.
Prvá skupina je potrebná pre merania. Zahŕňa ruletu, pravítka, značky, stavebné úrovne. V zložitých prípadoch je potrebné použiť matematické výpočty.Napríklad pri použití propylénových rúrok na prívod vody zo zdroja mimo domu.
Okrem nástrojov na kreslenie a meranie budete potrebovať orezávanie alkoholu a bavlny. Sú potrebné na odmasťovanie povrchu rúrok. Na odmasťované povrchové úpravy lepšie položiť a je vhodnejšie pre spájkovanie.
Na rezanie je potrebná druhá skupina zariadení. Dĺžka jednej rúry je v priemere 4 metre. Z neho je potrebné nakrájať krátke fragmenty, upravovať ich podľa veľkosti miesta, kde budú potrubia inštalované.

Rezanie rúry so šrotom sa neodporúča. Je dlhá, nepohodlná a rez je získaný zlou kvalitou. Jeho okraj "letí", to dopadá s otrepy. Musí sa vyčistiť brúsnym papierom alebo narezať tenkým nožom.
Nástroje na jeden rez (možno použiť na rezanie 1-2 fragmentov, keď iné neboli na dosah ruky):
- píla;
- skladačky;
- Píla-Bulharská;
- samoostriaci nôž.
Propylén je mäkký, takže tieto nástroje budú robiť svoju prácu. Ak ich musíte použiť v neprítomnosti iných, je dôležité si uvedomiť, že rez bude nerovnomerný a čipy sa dostanú do potrubia. Tento čip musí byť odstránený tak, aby „nechodil“ cez systém dodávky vody alebo podlahového vykurovania.



Elektrické zariadenia (priamočiara píla, píla) vyžadujú presnosť prevádzky. Je potrebné kontrolovať silu, ktorou dochádza k tlaku na rúre a niekoľkokrát otáčať rúru počas rezania. To pomáha, aby bol rez rovný a nie pod uhlom.
Tieto nástroje je potrebné používať správne - nerezať, ale pokúsiť sa upevniť výrobok na miesto a zatlačiť ho pomocou nástroja. V tomto prípade bude rez čo najbližšie k ideálu a čipy budú menšie. Táto metóda je však vhodná len pre tenkostenné a malorozmerové rúry. So spevnenými výrobkami sa bude musieť drotiť.
Nástroje pre vysoko kvalitné rezanie rúrok:
- špeciálne nožnice na plastové rúrky, vrátane propylénu;
- valčekové rezačky;
- Elektrické rezačky rúrok;
- gilotínový rezač rúrok.



Nožnice na rúry sú úplne na rozdiel od bežných. Ostrá čepeľ je upevnená len na jednej strane. Namiesto druhej je široká kovová základňa. Vo vnútri základne je drážka. Ostrá hrana hrany vstupuje do tejto drážky pri rezaní výrobkov z plastu. Okraj potrubia je hladký a vhodný na montáž.
Práca s takými nožnicami potrebuje len svalovú silu. Ak chcete rezať rúru, musíte uzavrieť rukoväte nožníc na čepeľ prechádzajúcu plastom.
Výhodou týchto nožníc je, že sú ľahké, lacné, ľahko sa premiestňujú z miesta na miesto. Nevýhodou je, že vzdialenosť medzi čepeľou a základňou nemôže byť zvýšená. Do nej prechádzajú len tenké rúrky (do 45 mm).
Výrobky s veľkým priemerom (pre kanalizáciu, kúrenie) nie je možné ručne rezať.


Niektorí majstri tiež považujú nevýhodu, že účinnosť nástroja priamo súvisí s fyzickou námahou.
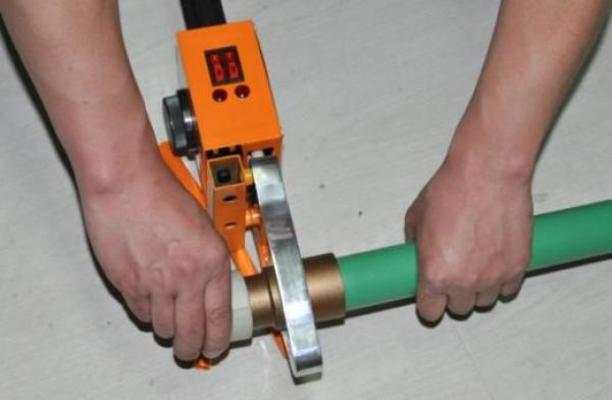
Naopak, valčeková fréza je viac zameraná na prácu s veľkými priemermi. Navonok vyzerá ako svorka. Rezný nôž je umiestnený na konci svorky.
Ešte ľahšie si predstaviť tento nástroj, ak si spomíname na ručný stroj na valcovanie plechoviek. Upevnenie je namontované na rúre a dotiahnuté skrutkou. Je dôležité, aby sa ťahal, takže výrobok nepraskne. Potom musíte vziať rukoväť čepele a otočiť ju v smere hodinových ručičiek. Výsledkom je kruhový rez s hladkým okrajom.
Výhodou tohto nástroja je pohodlné používanie a vysokokvalitný výsledok. Vo veľkosti a hmotnosti je väčšia ako nožnice. Princíp činnosti je tiež spojený s fyzickou námahou.


Elektrický (alebo akumulátorový) rezač rúr poháňaný elektromotorom. Rýchlo a bez námahy zvládol úlohu. Avšak priemer výrobku je tiež obmedzený, rovnako ako pri ručných nožniciach.
Gilotínový rezač rúrok sa týka ručného náradia.Jeho dizajn sa zásadne líši od nožníc a rezačiek rúr a možnosti sú o niečo väčšie. Môžu rezať rúrky s priemerom 5-35 cm a zároveň nie je potrebné upínať rúru pomocou svoriek. Rez je hladký bez rizika praskania plastom.
Neodporúča sa používať "kruhové" a pásové píly. Sú nebezpečné pre integritu potrubia zvnútra a človeka.
Tretia skupina nástrojov je užitočná na odizolovanie rúrok.
Obsahuje len dva nástroje, ale sú veľmi dôležité:
- Ploché skimmery;
- kalibrátor.



Účelom phasera je odstrániť okraj a vrchnú vrstvu plastu okolo rezaného potrubia. To zlepšuje kvalitu spájkovania.
Upevňovacie prostriedky majú rozdielny priemer. Sú tiež mechanické a automatické. Nástroj nie je univerzálny, preto je dôležité, aby ste nestratili vlastnosti.
Kalibrátor je potrebný na spracovanie spevnených rúr. Použite ho na odstránenie hliníkovej vrstvy alebo fólie. Je tiež schopný odstrániť otrepy a nepravidelnosti v rezu. Niektoré kalibrátory môžu vykonávať funkcie phasera.
Užitočnou funkciou kalibrátora je vrátiť dokonale okrúhly tvar do rozhrania, ak je rúra počas procesu rezania mierne pokrčená.
Hlavnou nevýhodou týchto nástrojov je, že pre každý priemer potrebujete vlastný kalibrátor a faskosimitel.


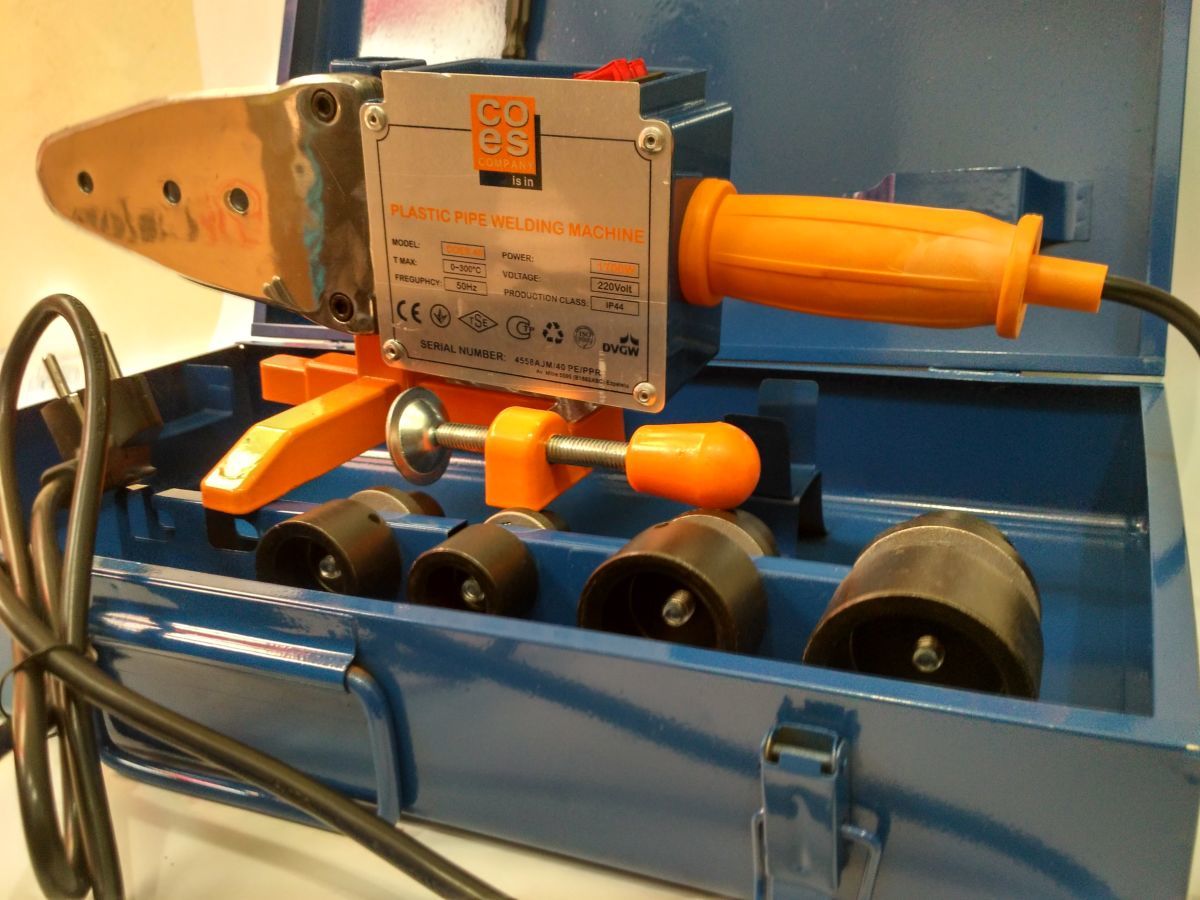
Štvrtá skupina zariadení potrebných na spájkovanie. Zváranie alebo spájkovanie rúrok sa vykonáva spájkovačkou s vymeniteľnými dýzami. Práca s týmto zariadením vyžaduje opatrnosť a bezpečnostné opatrenia.
Keďže sa spájkovačka ohrieva na vysokú teplotu, pri práci s ňou hrozí riziko popálenia. V nákupnom zozname pre spájkovanie na prvom mieste by mali byť dobré tesné rukavice, najlepšie s tepelne odolným náterom.
Zahrnuté spájkovačky by mali byť vymeniteľné dýzy pre rúry rôznych priemerov. Trysku môžete vymeniť pomocou inbusového kľúča.
Prepínač pre nastavenie teploty sa nachádza na bočnej alebo hornej strane skrine. Návod na obsluhu s podrobným popisom prístroja a všetkými manipuláciami, ktoré je možné s ním vykonať, sa pripája na všetky spájkovačky.

inštrukcia
Všeobecne platí, že pre profesionálne zváranie rúr vyzerá jednoducho: vyhrievané, spojené, pevné. Kľúčové slovo je tu pre profesionálov. Pre začínajúcich profesionálov a jednoducho domáckych hostiteľov sa postup skladá z viacerých krokov. A je ťažšie ich vykonávať.
Existujú dva spôsoby zvárania - end-to-end a do zásuvky.
Keď sú dve časti potrubia tupým spojom, nepoužívajú sa žiadne ďalšie diely. Rúra s menším priemerom sa vkladá do výrobku s väčším priemerom. Je to najjednoduchší, ale nie najúčinnejší spôsob. Preto je ťažké spojiť rúry, ak nejde len v priamke.
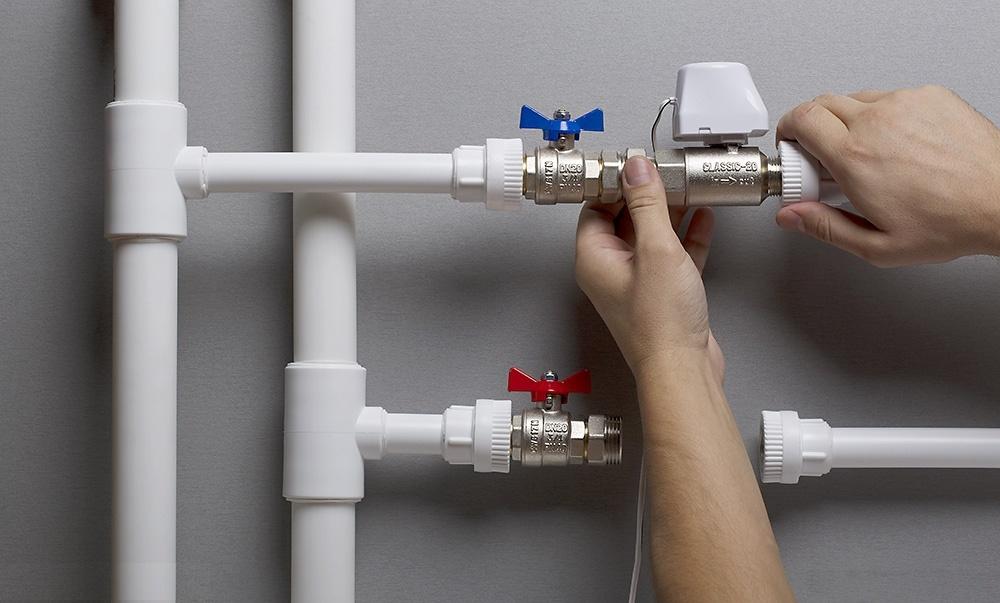
Metóda zásuvky je oveľa spoľahlivejšia. Zahŕňa pripojenie dielcov pomocou armatúr rôznych konfigurácií. Pomocou armatúr môžete ľahko zmeniť smer potrubia, urobiť vetviace a komplexné systémy zásobovania vodou.

V oboch prípadoch je zváranie alebo spájkovanie spájkovaním dvoch vyhrievaných častí. Vzhľadom na to, že časti z oboch koncov sú mäkké a pružné na deformáciu, dochádza k difúzii (vzájomné prenikanie materiálov). Vytvorí sa pevné spojenie. Podľa jeho vlastností sa potrubie na križovatke nelíši od vlastností výrobného propylénového výrobku.
Existuje mnoho modelov spájkovačiek pre PP-rúrky, ale ich štruktúra je rovnaká:
- Bývanie. Má stabilnú spodnú časť, stojan a rukoväť.
- Vykurovacie teleso Maximálna teplota vykurovania je 260 stupňov. Vrch má ochranný kryt.
- Regulátor teploty. Môže byť mechanické alebo elektronické. Existujú svetelné indikátory.


- Sada trysiek rôznych priemerov. Časť dýz je určená pre potrubia, časť - pre armatúry. Trysky majú teflónovú vrstvu. Zabezpečuje rovnomerné ohrievanie polypropylénových dielov a jednoduché čistenie.
Typy spájkovačiek sa líšia tvarom vykurovacieho telesa alebo hrotu. Dva typy sú populárne: "železo" a "tyč".
Tyčová spájkovačka sa objavila skôr. Jeho žihadlo je valec o priemere niekoľko centimetrov. Na valci je pevná tryska. Na jednej strane je prispôsobený na ohrev rúrky na druhej strane - na montáž.


Kovanie sa zohrieva zvnútra. Je umiestnený na vrch trysky. Potrubie sa potom zahrieva von. Zavádza sa do otvoru dýzy.
V procese práce od teplotného efektu sa môže pripevnenie dýz na tyč uvoľniť. Musia sa otáčať, takže tyčová spájkovačka je menej vhodná ako vo forme železa.
Žihadlo predstavuje vertikálnu dosku s tromi otvormi na montáž trysiek. Hrúbka dosky sa pohybuje v rozmedzí niekoľkých centimetrov. Jej "nos" je špicatý, a na celej doske sa podobá na železnú podrážku umiestnenú vertikálne. Preto názov tohto typu žihadla.

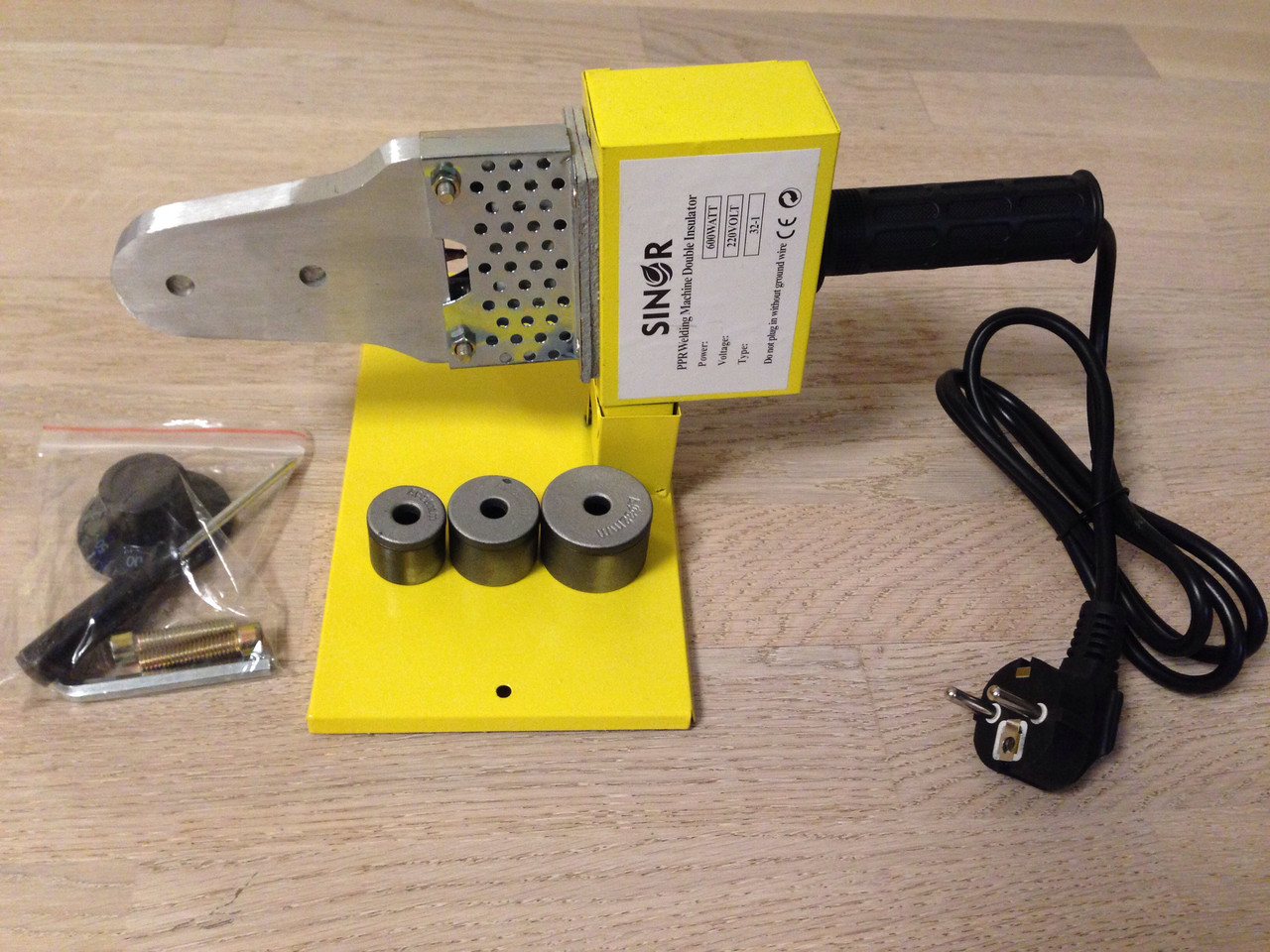
Na jednej strane sú na druhej strane pripevnené dýzy pre potrubia pre armatúry. V procese spájkovania sa nestratia, čo je oveľa pohodlnejšie ako tyč.
Tiež šírka od okraja ľavej trysky k okraju pravej dýzy je menšia ako na spájkovacej tyči, takže je vhodnejšia na prácu na ťažko dostupných miestach.
Dôležitú úlohu zohráva počet trysiek s rôznymi priemermi a kvalita ich povrchovej úpravy. Čím väčší je rozsah, tým viac druhov rúr môže byť použitých v inštalatérskych prácach.
V štandardných súpravách 3 alebo 4 trysky. Na domáce použitie to stačí. Ale pre profesionálne použitie v inštalatérskych prácach musíte kúpiť niekoľko ďalších odrôd.

Aj pri výbere spájkovačky je potrebné vziať do úvahy výkon nástroja. Zvoliť to podľa princípu „silnejší, efektívnejší“ je zlý. Takýto nástroj bude len plytvaním energiou a nezlepší výsledok práce.
Pre výber spájkovačky pre špecifické potreby existuje jednoduché pravidlo. Priemer potrubia (v milimetroch) sa musí vynásobiť 10 wattmi. Výsledné číslo je požadovaný výkon. Pri práci s výrobkami rôznych priemerov a polypropylénu sa musíte zamerať na najväčšie.
Technológia tavenia PP-rúr nie je zložitá. V práci s nimi je však úlovok: nie je možné okamžite určiť kvalitu spájkovania. Všetky chyby a netesnosti je možné zistiť len počas prevádzky potrubia. Preto je dôležité študovať nuansy práce vopred a správne spájkovať potrubný systém.


Podrobné pokyny pre začiatočníkov:
- Utrite hroty spájkovačky čistou suchou handričkou.
- Nainštalujte spájkovačku na špeciálny stojan.
- Namontujte na žihadlo dve dýzy požadovaného priemeru. Trysky nie sú v rade, ale jeden proti druhému. Rúrka váži viac ako fiting, takže tryska pre ňu je inštalovaná zo strany pracovnej ruky. Pre pravákov - na pravej strane, pre ľavákov - vľavo.
- Pripojte spájkovačku k sieti s napätím 220 voltov. Pri pripájaní je dôležité dbať na to, aby sa vyhrievacie telesá nedotýkali spájkovacieho kábla.
- Nastavte zvárací stroj na maximálnu teplotu 260 stupňov.


- Noste rukavice odolné voči teplu. Všetci výrobcovia spájkovacích strojov pre PP-rúrky naznačujú, že na dodržanie bezpečnosti je zakázané dotýkať sa horúcich častí spájkovačky nechránenými časťami tela. Taktiež, spájkovačka by nemala mať prístup u detí a zvierat.
- Ohrejte plastové diely. V tomto procese je dôležité monitorovať bezpečnosť uhla spojenia.
- Postupne vyberajte horúce časti propylénu, navzájom sa spájajte.
- Zariadenie na spájkovanie sa musí prirodzene ochladiť. Neochladzujte ho vodou alebo studeným vzduchom. Z takýchto manipulácií výrobok zlyhá pred záručnou lehotou.


Výrobcovia neuvádzajú univerzálny čas vykurovania pre rôzne typy rúr. Pri tenkostenných výrobkoch s malými priemermi a širokostennými rúrami sa môže teplota a čas meniť.
Profesionálni inštalatéri určujú stupeň vykurovania na základe skúseností a na základe intuície.Začiatočníkom pomáha tabuľka, ktorú každý výrobca uvádza v príručke. Zohľadňuje čas s rúrou v závislosti od jej priemeru a dĺžky spojovacieho švu.
Tabuľky od rôznych výrobcov sa môžu líšiť.
Presný čas je určený výkonom spájkovačky a jej modelu.


montážne
Spájkovacie alebo zváracie PP-rúry sú neoddeliteľnou súčasťou inštalačného procesu. Nemôžete najprv spájať celý systém zásobovania vodou do jedného, a potom ho voľne inštalovať do určeného priestoru. Niektoré oblasti budú ešte musieť byť spájkované na váhe. Preto sú spájkovanie a inštalácia paralelné.
Práca sa vykonáva postupne.


Prvá etapa je organizačná.
Organizácia sa skladá z dvoch dôležitých udalostí: výber materiálov a vytvorenie kresby.
Polypropylénové rúrky musia vyhovovať ich technickým vlastnostiam systému, v ktorom budú pracovať. Ak je to systém studenej vody, môžete sa zastaviť na potrubiach PN16. Pre horúcu potrebu aspoň PN20. Okrem samotných rúrok budete potrebovať spojovacie kovania a držiaky (slučky).

Výkres je okruh na položenie potrubia. Mala by odrážať všetky prvky, počnúc zdrojom zásobovania vodou a končiac predmetmi spotreby vody. Na schéme je dôležité označiť všetky časti systému, ktoré budú položené v zemi av miestnosti, v akej hĺbke budú a v akej výške zdvihnúť vodu. Upevňovacie prvky musia byť dodané každých 40-50 cm. Všimnite si tiež umiestnenie adaptérov, vetiev, spojok, kohútikov, radiátorov.
Inštalatérstvo sa montuje dvoma spôsobmi: otvorenými a zatvorenými. Otvorte si to jednoduchšie. Nováčik to zvládne. Zatvorené pracnejšie a zložitejšie. Je lepšie zveriť expertov.
Okrem toho, že výkres poskytuje vizuálne znázornenie umiestnenia rúrok, pomáha vypočítať množstvo materiálu.
Polypropylén je prakticky bez odpadu. Ale nikto nie je poistený proti chybám pri prvej práci s ním, takže musíte kúpiť materiál s malým rozpätím. 5-10% bude stačiť.
Zo zostávajúcich rúrok a tvaroviek, môžete vždy urobiť užitočné veci pre dom, takže to nie je plytvanie peniazmi.


Druhá etapa - prípravná
Aby bola inštalácia rýchla a jednoduchá, je potrebné pripraviť časti na ulici av miestnosti, cez ktorú bude potrubie položené.
Ak niektoré potrubia musia byť inštalované v zemi, pod nimi je vykopaný výkop. Aby v zime nemrzli, musíte urobiť hlboko pod úrovňou mrazu. Ako dodatočná ochrana sa odporúča použiť izoláciu. Pred potápaním do zeme sa otočia okolo PP-rúry.
Najlepšou možnosťou pre izoláciu je minerálna vlna alebo materiály na báze fólie.


Vnútri domu je potrebné inštalovať upevňovacie prvky pozdĺž potrubia. Ich umiestnenie vzhľadom na vodorovnú čiaru a navzájom je určené konštrukčnou úrovňou. Najvhodnejšie pre toto laserové zariadenie. Tiež je potrebné dierovať otvory v stenách, cez ktoré bude potrubie prechádzať.
V procese prípravy je ľahké identifikovať ťažko dostupné miesta pre inštaláciu. Je dôležité vopred zvážiť, ako najlepšie inštalovať potrubia na týchto úsekoch - použiť hotové diely, ktoré sú privarené k stolu, alebo to urobiť podľa hmotnosti.
Teplota spájkovačky je veľká na poškodenie akéhokoľvek predmetu v bezprostrednej blízkosti. Pred inštaláciou musíte odstrániť cestu, ktorú musíte počas inštalácie presunúť, aby ste sa nezranili do prekážok.


Tretia etapa je analýza úsekov potrubia zložitosťou.
V tomto štádiu musíte pracovať na schéme, aby ste obišli celú inštalačnú cestu a zistili, ktoré prvky potrubia je možné namontovať na pracovnú plochu a ktoré možno zvárať iba na hmotnosť.
Výsledné časti by mali byť uvedené na diagrame. Niektoré z nich môžu byť príliš krátke, takže ich možno kombinovať.Niektoré naopak môžu byť príliš dlhé. Musia byť vybavené dodatočným upevnením na stenu alebo rozdelené na niekoľko častí tak, aby sa potrubie neprevrátilo alebo neproťahovalo.
Štvrtá fáza - rezanie rúry
Tenkostenné výrobky sú dobre rezané nožnicami pre PP materiály a rezačky rúr. V ojedinelých prípadoch, jigsaw fit.
Pre hrubé rúrky s vystužením hliníka a fólie pred rezaním je potrebné vyčistiť. Je ovládaný multifunkčným prístrojom alebo holiacim strojčekom.
Ak neboli žiadne špeciálne nástroje a rez bol nerovnomerný, musí byť brúsený. Je efektívnejšie používať dva typy brúsneho papiera - najprv s väčším zrnom, potom jemnozrnné.


Pri rezaní rúrok je dôležité zvážiť, že 15-30 mm dĺžky pôjde do spojovacieho švu. Musia sa pripočítať k dĺžke potrubia, ktoré sa aplikuje na potrubnú schému. Ak sú armatúry umiestnené na oboch koncoch potrubia, potom by sa malo dvakrát pridať 15-30 mm.
Prebytok môže byť vždy odrezaný, ale na zvýšenie chýbajúcich niekoľko centimetrov nebude fungovať. Aby ste sa nemýlili, nemali by ste rezať všetky prvky potrubia naraz, vrátane zložitých častí.
Časti rúrok, ktoré budú ohrievané spájkovačkou, by mali byť označené značkovačom.
Koniec potrubia by sa mal dostať do trysky až po značku.


Piata etapa - zváranie (spájkovanie) častí na pracovnej ploche
Ako je uvedené vyššie, v praxi sa hrot rúrok skladá z viacerých stupňov ako zohrievania a spájania.
Aby bol šev spoľahlivý a systém fungoval správne, musíte spájkovať krok za krokom:
- Odmasťujte trysku spájkovacieho stroja, vnútorný povrch tvaroviek a konce rúr PP. Alkohol môže vymazať značky označené značkou. V prípade potreby ho môžete aktualizovať zadaním meraní na linke.
- Nainštalujte spájkovačku na stojan. Musí byť tepelne odolná a pracovná plocha je rovná a stabilná.
- Noste rukavice odolné voči teplu.
- Zaistite príslušenstvo vhodnej veľkosti.
- Pripojte náradie k elektrickej sieti, nastavte teplotu na 260 stupňov.


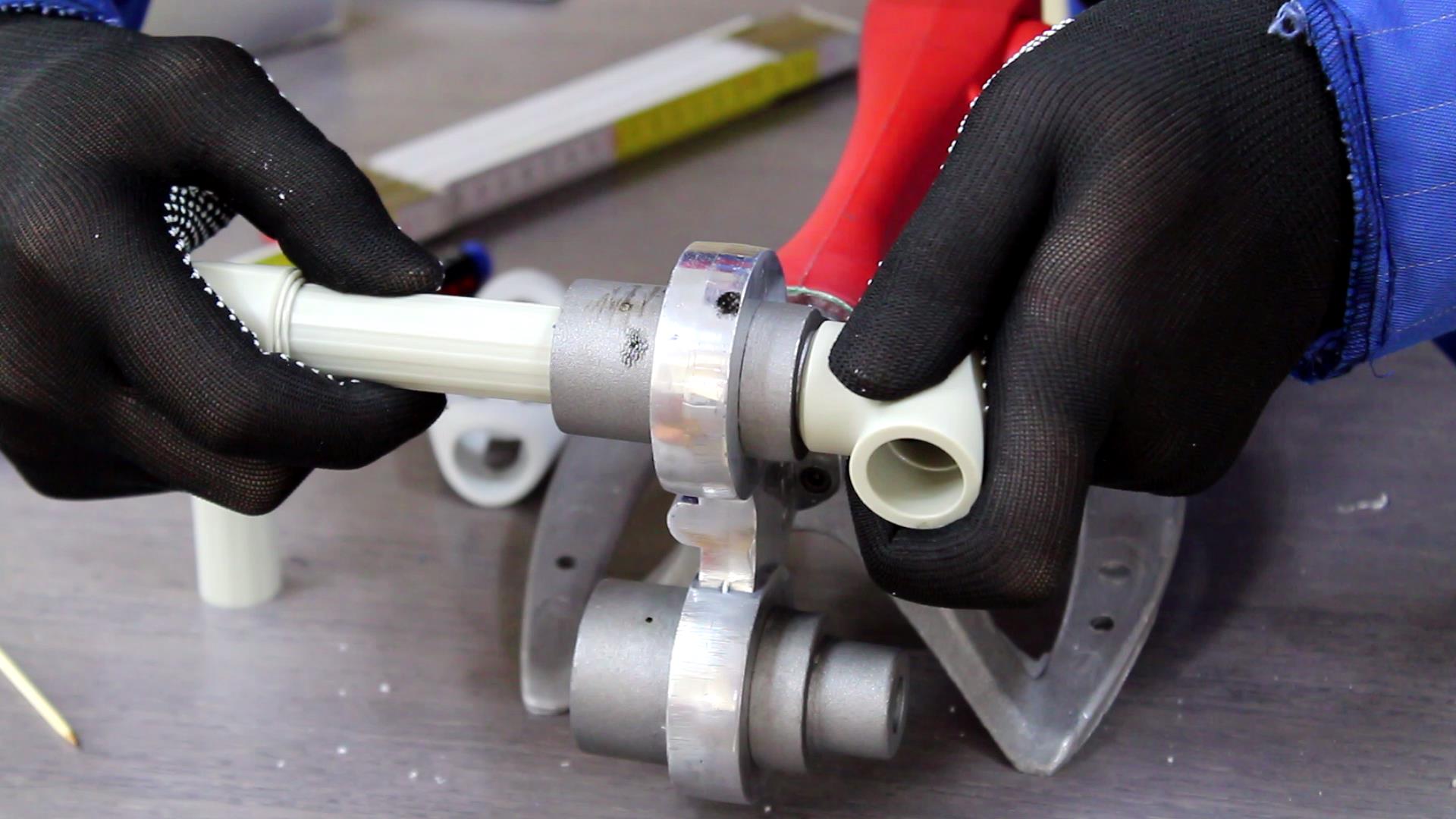
- Armatúra sa nasadí na trysku a trubica sa do nej vloží. Toto ohrieva vnútornú stranu spojovacieho prvku a vonkajšiu časť potrubia. Je dôležité dodržiavať odporúčania týkajúce sa času ohrevu (v sekundách) udaného výrobcom. Čím väčší je priemer rúrky a čím hrubšia je stena, tým dlhší čas. Zvyčajne po 6-8 sekundách je možné spájkovanie (spájanie častí dohromady).
- Pripojte vyhrievané časti. Vložte potrubie do armatúry, podržte ho niekoľko sekúnd, aby sa spustil proces difúzie, a potom ho odložte, až kým nebude úplne vychladnutý.
- Skontrolujte pripojenie. To sa môže uskutočniť najskôr 2 hodiny po zváraní. Môžete mechanicky testovať časť pohybom častí rukami, alebo nechať prúdiť vodou cez ne. Ak potrubie neprúdi a voda dobre prechádza, pripojenie sa podarí.
- Spájkujte všetky časti, ktoré môžu byť pripojené na stôl.


Šiesta etapa - položenie plynovodu
V podstate ide o inštaláciu všetkých prvkov na miesta, ktoré im boli pridelené. Pre pripojenie niektorých z nich, v procese bude musieť zvárať diely na hmotnosť. To sa robí postupne ako na pracovnej ploche.


Siedma etapa - kontrola systému
Niekoľko hodín po zváraní sa časti uchopia a ochladia. Účinnosť a spoľahlivosť systému sa kontroluje tečúcou vodou cez potrubia.
Typické chyby
Newbies v inštalatérske a samouk učitelia, ktorí chcú ušetriť na služby profesionálnych inštalatérov často robiť rovnaké chyby. Na prvý pohľad sú to maličkosti, ale vedú k tomu, že systém rýchlo zlyhá.


Čo by ste nemali robiť pri inštalácii PP-rúrok vlastnými rukami:
- Nad ponáhľaním. Zváranie PP-rúrok vyžaduje určitú účinnosť. Toto sa však vzťahuje len na rýchlosť pripojenia častí, zatiaľ čo sú stále horúce. Zvyšok zhonu má negatívne dôsledky. Najčastejšie noví sprievodcovia jednoducho nedovoľujú, aby sa spájkovačka ohriala na požadovanú teplotu.V dôsledku toho je "adhézia" častí zlá.
Pomalí inštalatéri majú ďalší problém - ohrievajú súčiastky na správnu teplotu a potom sa pred vložením potrubia do armatúry nastavia na dlhú dobu. V týchto niekoľkých sekundách klesá teplota produktov a tiež klesá kvalita difúzie.


- Spoľahnite sa na hodnoty teploty teplomeru zabudovaného do spájkovačky. Ak je zariadenie staré alebo od bezohľadného výrobcu, môže sa požadovaná hodnota 260-270 stupňov na displeji objaviť v dôsledku poruchy. Skutočná teplota dýz je často pod týmto parametrom. Pri poistení sa musí skontrolovať kontaktným teplomerom. Je to taký prístroj je lacný, a farma je užitočná nielen pre prácu s spájkovačky.
- Prehrievanie propylénových produktov. Začiatočníkom sa môže zdať, že čím dlhšie trvá zahriatie, tým lepšie bude spojenie. V skutočnosti to tak nie je. Ak tavíte plast príliš veľa, potom je prítok do potrubia. To bráni voľnému toku tekutiny potrubím alebo úplne zablokuje rúrkovú časť.


- Zváranie rúr v chladnom počasí. Pri nízkych teplotách sa diely ochladzujú príliš rýchlo, rovnako ako spoj. Nemajú čas pevne chytiť.
- Nečistite rúry a trysky pred prachom a tukom. Taktiež nepriaznivo ovplyvňuje kvalitu spojenia.
- Nevystavujte potrubia hliníkovej výstuhe. Teplota a čas tavenia hliníka a propylénu sú rozdielne. Hoci hliník je antikorózny materiál, z neho môžu unikať potrubia.


- Namontujte naraz všetky prvky potrubia na podlahu (stôl, zem). Takýto konštruktér už nemôže byť inštalovaný podľa schémy.
- Na horúce potrubia používajte tenkostenné rúrky. Nebudú odolávať vysokým teplotám, natiahnu sa a nakoniec prasknú.
- Rúru rozrežte pilou alebo pílou bez následného odstránenia rezu šmirgľovou handričkou.
- Pokúste sa urýchliť proces chladenia potrubia studenou vodou alebo vzduchom.


Tipy
Nestačí robiť chyby, stále musíte brať do úvahy triky zvárania, ktoré boli vyvinuté profesionálnymi inštalatérmi v priebehu rokov. Zvyčajne sa dajú rozdeliť na „hackovanie života“ na výber materiálov a nástrojov a užitočné tipy na prácu.
Ako vybrať potrubie:
- Je to pravidlo, že tenkostenné rúrky môžu byť použité len pre studenú vodu a dekoratívne výrobky. Pre prácu s teplou vodou stojí za to si vybrať len zosilnené hrubé steny. Ventilácia vyžaduje rúry označené PHP.
- Výrobky so sklolaminátom ako výstužnou vrstvou sú univerzálne. Sú vhodné pre začiatočníkov, ktorí sa učia používať spájkovačku a slúžia až 50 rokov. Nemali by ste byť vedení k príbehom konzultantov o najlepšej kvalite rúr s hliníkom.


- Vzhľad rúrok môže tiež veľa povedať. Ak má výrobok jednotnú farbu, dokonca aj okrúhly strih a hladké steny vo vnútri i zvonku - má vysokú kvalitu. Ak je farba zafarbená, rez nie je okrúhly a steny sú drsné - výrobok počas prevádzky zlyhá.
- Potrubie musí cítiť. Charakteristické ostré pachy z plastov majú iba rúry z nízkohodnotných surovín. Produkt vysokej kvality propylénu takmer nepáchne.
- Rúra by mala vstupovať do armatúry tesne a len v horúcom stave. Ak je medzera medzi stenami aspoň milimeter - to je manželstvo.
- Všetky komponenty musia byť zakúpené u jedného výrobcu.

Triky zvárania a inštalácie sú oveľa viac. Prichádzajú so skúsenosťami a každý majster má svoje vlastné triky. Existujú však niektoré univerzálne tipy.
Každý majster tak vie, že dýzy spájkovacieho zariadenia sú vo výrobe upravené špeciálnym riešením. Pred použitím chráni prístroj pred nepriaznivými vplyvmi na životné prostredie. Ochranná vrstva sa odparí pri prvom zapnutí spájkovačky s tryskami. S odparovaním je charakteristický zápach a ľahké sadze. Preto je potrebné prístroj po prvýkrát spustiť a nechať ho ohriať na úplné odparenie. Až potom prejdite na spájkovanie.
Druhé tajomstvo sa týka spracovania rúr a odmasťovacieho prostriedku na spájkovanie železa. Je lepšie zvoliť si čistý alkohol. Rýchlo sa odparuje a vo vnútri rúrok nezanecháva zápach, na rozdiel od acetónu a rozpúšťadla.


Ak je okolitá teplota blízka nule, spomalte chladenie spoja. K tomu použite obrúsok z teplej tkaniny.
Časti utrite handričkou, ktorá nezanecháva zdriemnutie. Vo vnútri dýzy spájkovačky bude doutnať.
Pre dvojité obrysy rúry (teplá voda a studená), najlepšie umiestnenie horúceho obrysu za chladu. To nevedie ku kondenzácii na rúrach. Spojovacie časti v miestach prechodu z horizontálnej na vertikálnu môžu byť len v uhle 90 stupňov.
Ak sa budete riadiť týmito odporúčaniami, inštalácia bude úspešná a komunikácia z polypropylénových rúr bude trvať niekoľko desaťročí.


Informácie o spôsobe spájania polypropylénových rúr nájdete na nasledujúcom videu.



















