Výber zariadenia na zváranie polyetylénových rúr

V posledných rokoch sa polyetylénové (PE) potrubia aktívne etablovali na trhu s vodovodnými a plynovými potrubiami, čím sa stali de facto štandardom pre vytváranie nových aj opravu a modernizáciu existujúcich potrubí. Najbežnejším spôsobom montáže PE rúrok je ich zváranie pomocou špeciálnych zariadení. Spoľahlivosť potrubného spojenia v konečnom dôsledku určuje životnosť systému dodávky plynu alebo vody ako celku, takže výber zariadenia na zváranie polyetylénových rúr je dôležitou úlohou, ktorej by sa mala venovať osobitná pozornosť.

rysy
Výber zariadenia na zváranie rúr z PE, musíte mať jasno o tom, aký druh práce bude vykonaná s ním. Vlastnosti požadovaného zariadenia budú vo veľkej miere závisieť od spôsobu zvárania, ktorý plánujete používať najčastejšie.
Existujú štyri hlavné spôsoby spájkovania polyetylénových výrobkov.
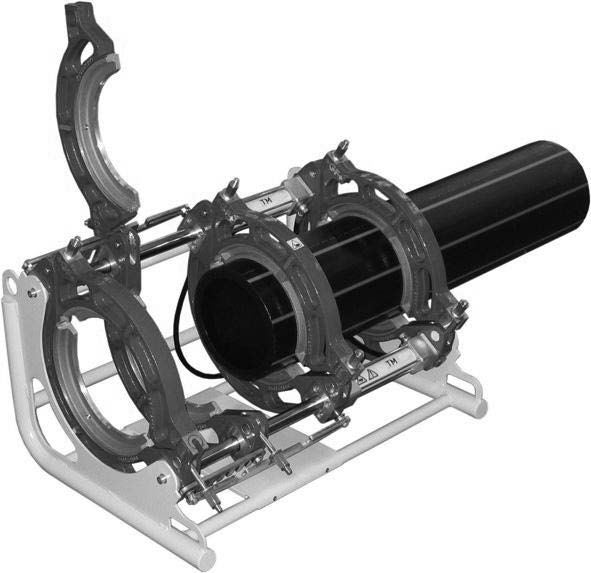
- Tupý spoj zváranie - táto metóda je najbežnejšia a je založená na vzájomnom spojení ohrievaných koncov rúrok alebo s kovaniami pomocou špeciálneho zváracieho zrkadla. Tupý spoj umožňuje získať pomerne vysokokvalitný spoj za prijateľnú cenu zariadenia, ale tento spôsob nie je vhodný na spájanie výrobkov s hrúbkou steny menšou ako 4,5 mm. Použitie zvárania na tupo vyžaduje dôkladné čistenie spojovaných plôch, maximálnu presnosť orezania výrobkov a aplikáciu správneho tlaku na rúry počas ich spájania.
- Pripájanie potrubia k zásuvke (alebo metóda spojky) je spoľahlivý, ale menej bežný a drahší spôsob založený na spájaní výrobkov prostredníctvom špeciálnej spojky. Možné sú aj možnosti priameho prepojenia medzi dvoma rúrami rôznych priemerov. Táto metóda sa nepoužíva na kladenie potrubí, ktoré sú vonku.



- elektrotvarovky (alebo termistorové) zváranie rúr - táto metóda je podobná dokovacej stanici do objímky, ale v nej použitá spojka obsahuje kovový výhrevný prvok, ktorý prispieva k rovnomernejšiemu ohrevu pripojených výrobkov a elektrickej spojky. V každom elektromultiplikátore je špeciálny čiarový kód, v ktorom sú parametre elektrického prúdu potrebné pre toto spojenie zakódované, takže zariadenia tohto typu sú často vybavené snímačom čiarových kódov. Metóda termistora je ešte spoľahlivejšia (a drahšia) ako spojka jedna, preto sa používa hlavne v prípadoch, keď je potrebné zabezpečiť veľmi stabilné spojenie (napríklad pri vedení potrubí v oblastiach častých zemetrasení). Táto metóda sa používa na pripojenie potrubí s priemerom 20 mm s hrúbkou steny a požiadavky na presnosť technologických parametrov držania sú podstatne nižšie ako pri spájkovaní na tupo.
- vytlačovanie Zváranie je metóda podobná elektrickému zváraniu, pri ktorej sa ohriaty polyetylén privádza cez špeciálny extrudér do oblasti zvárania, čím sa vytvára spoj medzi rúrkami. Pevnosť získanej zlúčeniny zvyčajne nepresahuje 80% pevnosti polyetylénu, takže spôsob extrúzie sa zvyčajne používa hlavne na pripojenie potrubí s inými výrobkami z plastov a na inštaláciu potrubí s priemerom 630 mm v miestach, ktoré pravdepodobne nebudú vystavené vysokému zaťaženiu.


typy
Všetky zariadenia na zváranie polyetylénu pozostávajú zo štyroch hlavných modulov - generátora (obvykle pracujúceho na princípe invertora s transformátorom alebo spínacím zdrojom), modulu riadenia výkonu, modulu na riadenie teploty a procesnej jednotky, v ktorej prebieha samotný proces pripojenia. Každá zo štyroch vyššie uvedených metód zvárania sa vykonáva pomocou vhodného nástroja.

Stroje existujúce pre každý zo štyroch spôsobov možno rozdeliť do 3 kategórií podľa stupňa automatizácie.
- ručné zariadenia - sú zvyčajne najlacnejšie (najjednoduchšia spájkovačka na manuálne zváranie na tupo z troch tisíc rubľov), ale pravdepodobnosť chyby pri spájkovaní je vyššia, pretože sú veľmi závislé od ľudského faktora. Takéto zariadenia sa používajú len na pripojenie PE rúr s malým priemerom, najčastejšie v domácich podmienkach. Zvyčajne sú ručné zariadenia na zváranie na tupo a hrdle, aj keď sú tu aj manuálne extrudéry. Termistorové zváranie pomocou ručného zariadenia je prakticky nemožné kvôli potrebe vytvoriť špecifický prúdový režim pre každú elektrickú spojku.



- Poloautomatické zváracie stroje - takéto zariadenia sú spoľahlivejšie a drahšie ako ručné a úloha operátora v nich spočíva v zadávaní všetkých požadovaných zváracích charakteristík (vrátane hrúbky steny a priemeru potrubia, teploty procesu zvárania, času ohrevu, aplikácie tlaku a chladenia) na ústredňu a riadenie procesu. Poloautomatické jednotky sú vyrábané pre všetky štyri typy spájkovania, obzvlášť bežné sú poloautomatické zariadenia na zváranie elektrofúziou.



- Automatické stroje - v takýchto zariadeniach obsluha vstupuje do počítača len základné parametre zváraných rúr (materiálu a rozmerov) a počítač vypočíta všetky potrebné vlastnosti pomocou špecializovaného softvéru a prenesie ich na stroj, ktorý vykonáva všetky následné technologické operácie samostatne. Osoba potrebuje len zadať údaje správne a zabezpečiť, aby stroj mal dostatok spotrebného materiálu. Ceny týchto zariadení sa pohybujú od niekoľkých stoviek tisíc do milióna rubľov a používajú sa na zváranie rúrok akéhokoľvek priemeru a umožňujú vám zabezpečiť najlepšiu kvalitu pripojenia.

Poloautomatické zariadenia sú rozdelené podľa typu pohonu použitého do mechanického a hydraulického. V zariadeniach s mechanickým pohonom sa pomocou operátora vytvára sila potrebná na vycentrovanie a pridržiavanie rúrok počas procesu zvárania, preto sa používajú len pri práci s rúrkami s priemerom menším ako 160 mm. Hydraulický pohon nevyžaduje použitie sily od operátora a používa sa na zváranie výrobkov akéhokoľvek priemeru, vrátane viac ako 160 mm.
Automatické zváracie stroje PE sú vybavené výlučne hydraulickým pohonom.


Ďalšou dôležitou vlastnosťou zváracieho stroja je priemer rúrok, ktoré môže spájať, pretože štandardné rozmery PE rúrok sú v rozsahu od 16 do 1600 mm. Napríklad potrubia s priemerom 20 až 32 mm sa zvyčajne používajú na prívod vody v bytoch, ale na inštaláciu hlavných potrubí už možno budete potrebovať prístroj schopný spájkovania rúrok s priemerom 90/315 mm alebo viac.
Najobľúbenejšie zariadenia sú teraz firmy Georg Fischer (Švajčiarsko), Rothenberger (Nemecko), Advance Welding (Spojené kráľovstvo), Eurostandard, Technodue a Ritmo (Taliansko), Dytron (Česká republika), KamiTech a Nowatech (Poľsko). Existujú tiež ruskí výrobcovia zariadení na zváranie polyetylénu, napr. Závod Volzhanin, ktorý vyrába zariadenia na spájkovanie na tupo na zváranie výrobkov s priemerom 40 až 1600 mm a elektrofúznych zariadení schopných spájať rúry do priemeru 1200 mm.


Ako si vybrať?
Výber zváracieho zariadenia, predovšetkým, je potrebné jasne pochopiť plánované objemy a podmienky práce.
- Obrovský a drahý priemyselný stroj bude pre jednoduchého inštalatéra k ničomu a lacný ručný prístroj nepomôže spoločnosti zaoberajúcej sa položením priemyselného vysokotlakového plynovodu.
- Ak je kladenie potrubí v žiadnom prípade spojené s vašou prácou, a chcete len opraviť domáce inštalatérstvo sami - stačí len veľmi jednoduchá ručná spájkovačka na spájkovanie, napríklad Elitech SPT-800.
- Pri nákupe zariadenia na zváranie na tupo nezabudnite, že tento spôsob vyžaduje striktne vertikálne rezanie koncov výrobkov, ktoré sa majú spájať, preto bude rozumné kúpiť špeciálny elektro-rezač so zváracou jednotkou, ktorá môže rezať rúry presne v pravom uhle k ich osi.
- Ak si nie ste istí svojimi spájkovacími schopnosťami, ale nie sú obmedzení financiami, poloautomatický stroj na elektrofúzne zváranie, napríklad Nowatech ZERN-800 PLUS, vám umožní, aby ste sa nemuseli obávať možného prechodu vody alebo plynovodu po vašej oprave.


Ak ste profesionál, v prvom rade dôkladne preštudujte vlastnosti rúr, ktoré používate na prácu a možné podmienky ich prevádzky. Nezabudnite na limity použiteľnosti každej z týchto metód (napríklad zváranie na tupo by sa nemalo vykonávať pri okolitej teplote nižšej ako 15 a nad 45 stupňov Celzia) a pred zakúpením si pozorne prečítajte návod na použitie akéhokoľvek zariadenia.
V prípadoch, keď sa problém nakoniec zmenší na voľbu medzi poloautomatickým a automatickým, nezabudnite, že na správne použitie poloautomatov musíte mať skúsenosti s výpočtom všetkých potrebných zváracích charakteristík pomocou špeciálnych tabuliek a grafov. Pri kúpe poloautomatického stroja je potrebné dbať na možnosť ťažby dreva, čo umožňuje uložiť nastavenia zvárania za rovnakých podmienok (napríklad pomocou rovnakých tvaroviek), čo šetrí čas, keď často vykonávate rovnaký typ práce.
Niektoré poloautomatické zariadenia neobsahujú zabudovanú funkciu protokolovania, ale môžu vám na to umožniť pripojenie externého zariadenia.

Ak musíte pracovať s vysokotlakovým hlavným plynovým alebo olejovým potrubím, najlepšou voľbou by bol automatický elektrofúzny stroj, napríklad séria Georg Fischer MSA.
Je dôležité si uvedomiť, že účinnosť aplikácie zvárania tepelným odporom často závisí viac od kvality použitých spojok ako od parametrov použitého stroja, takže nikdy neukladajte na spotrebný materiál.


Keď finančné plánovanie nezabudnite, že okrem nákladov na zariadenie, je potrebné vziať do úvahy náklady na spotrebný materiál, pretože použitie elektrofúzie metóda pre inštaláciu potrubia s veľkým počtom pripojení môže výrazne zvýšiť náklady na prácu v porovnaní s tupým alebo socket spájkovanie.
Ak neplánujete zariadenie používať pravidelne, môžete využiť službu prenájmu, ktorú ponúka mnoho spoločností predávajúcich zariadenia na spájkovanie polyetylénu.

Technológiu spájkovania plastových rúr môžete zistiť na nižšie uvedenom videu.













